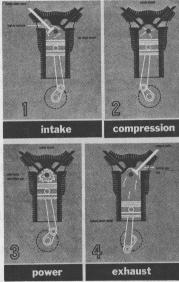
THE FOUR STROKE CYCLE
If you are not sure of the meaning of such terms as normally aspirated, turbocharged, supercharged or direct drive engines, then perhaps you'll want to read our simplified definition of them.
The Normally Aspirated Engine is one that is not turbocharged or supercharged. If the airplane has a manifold pressure gauge, at full takeoff power at sea level on a standard day it would indicate a MP reading of approximately 29" of Hg. Takeoff power at 5,000 ft. density altitude airport would read about 24" MP. The normally aspirated engine uses atmospheric pressure and is thereby altitude limited.
Direct Drive Engines are those piston powered engines where the propeller is bolted on the end of the crankshaft and the prop turns at the same speed as the crankshaft.
Geared Engines are usually the higher powered, more complex engines using a reduction gear on the nose of the aircraft, and with the prop attached to it. As a result, the prop will turn somewhat slower than the crankshaft, resulting in a lower prop noise level. When the engine is geared, we precede the engine designation with a "G." Thus a geared, opposed (O) normally aspirated Lycoming engine with a 480 cubic inch displacement of the cylinders would be designated a GO-480 model.
Turbocharged Engines as manufactured by Lycoming simply consist of a turbocharger unit with a small turbine wheel attached by a common shaft to a compressor wheel, and utilizes the engine exhaust gas by directing it over the turbine wheel to drive the compressor. The horsepower loss in operating the turbocharger is negligible. Turbocharging can provide greater utility to the piston engine by providing sea-level horsepower, in some models, as high as 20,000feet; or it can be used to add horsepower to the engine particularly for takeoff. The faster the engine runs, the more air the turbocharger can pack into the cylinder to compensate for the thin air of altitude, or to increase the horsepower. Although this definition is somewhat over-simplified, it is a basic definition of turbocharging of General Aviation power plants.
Where turbocharging is used with a fuel injected, opposed Textron Lycoming engine with a 540 cubic inch displacement, we designate it as a TIO-540 model. "T"represents the turbocharging.
Supercharged Engines as manufactured by Textron Lycoming used a compressor wheel to pack air into the cylinders; but the compressor is driven by the crankshaft through an intricate gearing system, which takes considerable horsepower from the engine to operate. In comparison with a turbocharged engine, it is a medium altitude power plant.
Although supercharged engines could be built by Tex Textron Lycoming, new aircraft designs during the past twenty or more years have used turbocharging instead of supercharging because of the advantages that turbocharging offers.
A supercharged, geared, opposed, fuel injected Textron Lycoming engine with cylinders of 540 cubic inch displacement is designated an IGSO-540 model. "S"represents supercharging.
How To Get Textron Lycoming Engine &
Accessory Maintenance Publications
All publications may be ordered through authorized Textron Lycoming distributors, or direct from Textron Lycoming. If ordered by mail direct from Textron Lycoming, payment in the form of check or money order must be submitted with the request as outlined in the latest revision of Textron Lycoming Service Letter No. 114. Fax or telephone orders will be accepted if payment is made with a credit card: American Express, Visa, and Master Card are accepted.
The available maintenance publications for Textron Lycoming engines and accessories consist of the following:
OPERATOR'S MANUALThe Operator's Manual contains information of use to pilots and maintenance personnel. It contains engine specifications, inspection procedures, operational information, and is used in conjunction with the Pilots Operating Handbook for the aircraft.
OVERHAUL MANUALSThe Overhaul Manual is a guide for major repair of the engine. It contains complete disassembly, inspection, repair, re-assembly and test procedures for the various Textron Lycoming reciprocating engines. When used in conjunction with the applicable parts catalog and service bulletins, service instructions, and service letters, this manual provides an authoritative text for complete overhaul of the engine. Overhaul Manuals for current Textron Lycoming engines are published in loose-leaf format so that revisions may be easily inserted.
PARTS CATALOGSTextron Lycoming Parts Catalogs are illustrated to permit identification of parts; they are kept up-to-date by revision and supplemental listings. A referenced numerical index is also included.
SERVICE BULLETINS, INSTRUCTIONS, LETTERSThese publications are issued as required. Service Bulletins are mandatory, and require some modification or inspection to be accomplished on the engine within a specified time. Service Instructions cover a variety of subjects; such as repair processes, modification procedures, inspection procedures and overhaul methods. Service Letters are of an informative nature, usually pertaining to service policy or vendor products.
SPECIAL SERVICE PUBLICATIONS.
These publications are concerned with topics of general interest or subjects that are too lengthy for inclusion in maintenance manuals.
ENGINE SPECIFICATIONS AND INSTALLATION DRAWINGSThese materials are needed by those who are planning to install a particular engine model in their aircraft.
OWNER ADVISORYThis notification will be sent without charge to all applicable aircraft owners listed in the FAA database when a mandatory Service Bulletin is issued and it appears that it may affect the engine in your aircraft.
Determining Engine Condition Of High Time
Piston Powerplants
As an engine builds operating hours and approaches TBO, which may be either the manufacturer's recommended operating hours, or a calendar year limit before overhaul, the question arises concerning the decision to either continue flying, or top overhaul, major overhaul, or exchange engines. Here is a quick reference checklist to help make such a decision, followed by a brief explanation of the nine points.
1. Oil consumption - any unusual increase?
2. Engine history and calendar age.
3. How has the engine been operated?
4. Pilot's opinion of the engine.
5. Maintenance - what kind has the engine received?
6. What does the oil filter tell?
7. What has been the trend in compression checks?
8. What do the spark plugs show?
9. Refer to the engine manufacturer's service letter for engine life and recommended overhaul periods.
Along with the above quick reference checklist, as an engine manufacturer we would like to share our experience with interested operators by discussing the nine points:
I. OIL CONSUMPTIONThe operator and maintenance people should know what has been the general history of oil consumption during the life of an engine.
A possible danger signal concerning engine health is a definite increase in oil consumption during-the recent 25 to 50 hours of flight time. The oil screens and filter should be carefully observed for signs of metal. Maintenance should also take a good differential compression check at this time. They should also look in the cylinders with a gooseneck light or a borescope to detect any unusual conditions in the combustion chamber.
If you haven't looked at your air filter lately, it would be good idea to carefully inspect it for wear and proper fit. This is all the more important when operating in dusty areas, and definitely could be a cause of increased oil consumption.
II. ENGINE HISTORY AND CALENDAR AGEIf a powerplant has been basically healthy throughout its life, this would be a favorable factor in continuing to operate it as the engine approached high time. Alternately, if it has required frequent repairs, the engine may not achieve its expected normal life. The engine logbook should contain this cumulative record.
Another important aspect of an engine's history would be its calendar age. Engine flight time and calendar age are equally important to the operator. We have observed that engines infrequently flown do tend to age or deteriorate more quickly than those flown on a regular basis. Therefore, Textron Lycoming recommends both an operating hour limit and a calendar year limit between overhauls. Service Instruction 1009 gives these recommendations, but other items in this check list will help to determine if an overhauler engine exchange is needed before the engine reaches these recommended limits.
III. PILOT'S OPINION OF THE ENGINEThe pilot's opinion of the powerplant based on his experience operating it is another important point in our checklist. He will have an opinion based on whether it has been a dependable powerplant, and whether or not he has confidence in it. If the pilot lacks confidence in an engine as it approaches the manufacturer's recommended limits, this could be a weighty factor in the decision to continue flying or to overhaul it. He should consult with his maintenance personnel concerning their evaluation of the condition of his powerplant.
IV. OPERATIONThe basic question here would be how the engine has been operated the majority of its life. Some engines operating continuously at high power, or in dusty conditions, could have a reduced life. Likewise, if the pilot hasn't followed the manufacturer's recommendations on operation may cause engine problems and reduce the expected life. This becomes a more critical influence on a decision in single engine aircraft, and also for single or twin engine planes flown frequently at night or in IFR conditions.
V. MAINTENANCEGood maintenance should aid in achieving maximum engine life; alternately, poor maintenance tends to reduce the expected life. We notice among those powerplants coming back to the factory for remanufacture or overhaul, that the smaller engines in general have had less care and attention, and in a number of instances have been run until something goes wrong. The higher powered engines have generally had better maintenance and show evidence that the operators do not wait until something goes wrong, but tend to observe the manufacturer's recommended operating hour or calendar limits to overhaul. The engine logbook should properly reflect the kind of maintenance provided the engine or engines. The technician who regularly cares for an engine will usually have an opinion about its health.
VI. WHAT DOES THE OIL TELL?
Clean oil has consistently been an important factor in aiding and extending engine life. A good full flow oil filter has been a most desirable application here. When the filter is changed, ask the mechanic to open it and carefully examined for any foreign elements, just as is accomplished at oil change when the engine oil screen is also examined for the same purpose. Just as the spark plugs tell a story about what is going on in the engine, so the engine oil screen and the external oil filter tell a story about the health of an engine. Whether the engine is equipped with an oil filter or just a screen, oil changes should have been accomplished in accordance with the manufacturer's recommendations. These oil changes should have been recorded in the engine logbook.
If oil is analyzed, it should be done at each oil change in order to establish a baseline. Analysis is a tool which only gives useful information when a dramatic departure from the established norm occurs. (See "Spectrometric Oil Analysis"later in this section.
VII. COMPRESSION CHECKSWhat has been the trend in compression in at least the last two differential compression checks? The differential compression check is the more reliable type and should be taken on a warm engine. If the differential check reveals 25% loss or more, then trouble may be developing.
Some operators are confused by the compression check and its application. A compression test should be made anytime faulty compression is suspected, anytime the pilot observes a loss of power in flight, when high oil consumption is experienced, or when soft spots are noticed while hand pulling the prop.
Many maintenance technicians do a compression check at each oil change, and it is also considered part of the 100hour engine inspection and the annual inspection. Most experienced maintenance men feel that the differential compression check is best used to chart a trend over a period of flight hours. A gradual deterioration of charted compression taken during maintenance checks would be a sound basis for further investigation.
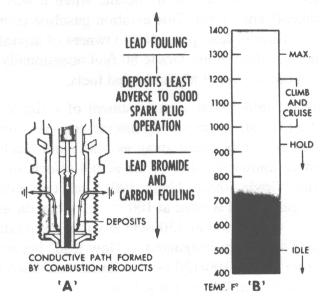
VIII. SPARK PLUGSThe spark plugs when removed and carefully observed, tell the skilled mechanic what has been happening in the cylinders during flight, and can be a helpful factor in deciding what to do with a high time engine:
1. Copper run out and/or lead fouling means excessive heat.
2. Black carbon and lead bromide may indicate low temperatures, the type of fuel being used, and possibly excessive richness of fuel metering at idle.
3. Oil fouled plugs may indicate that piston rings are failing to seat, or excessive wear is taking place.
4. The normal color of a spark plug deposit is generally brownish gray.
5. In high compression and supercharged engines, a cracked spark plug porcelain will cause or has been caused by preignition.
IX. ENGINE MANUFACTURER'S RECOMMENDEDService Instruction 1009 is the Textron Lycoming published recommendation for operating hour and calendar year limits until engine overhaul as they apply to each specific engine model. The amount of total operating time on engine will be a basic factor in any decision to either continue flying, change, top, or major overhaul the powerplant. Operators should be reminded, however, that the hours of service life shown in the service instruction are recommendations for engines as manufactured and delivered from the factory. These hours can normally be expected provided recommended operation, periodic inspections, frequent flights, and engine maintenance have been exercised in accordance with respective engine operator's manuals.
If an operator chooses to operate an engine beyond the recommended limits, there are factors to consider. The cost of overhaul is likely to be greater as engine parts continue to wear, and the potential for failure may also increase.
Operators who have top overhauled their engine at some point in the engine life invariably want to know if this extends the life of the engine. This is an important question. The chances are that if the operator applies the checklist behave been discussing and comes up with favorable answers to these questions about his engine, he can probably get the hours desired with only a few exceptions. But a top overhaul does not increase the official life or TBO of the engine.
We are surprised from time to time to have owners tell us they top overhauled their engine at some point less than the major overhaul life for no reason other than somebody said it was a good idea. Unless the manufacturer recommends it, or there is a problem requiring a ton overhaul, this is a needless cost. If the engine is healthy and running satisfactorily, then leave it alone!
One other point deserves attention here; there is no substitute or cheap route to safety in the proper maintenance or correct overhaul of an engine.
CONCLUSION:Apply all of these basic nine points concerning your engine or engines and then make a decision whether to top overhaul, major overhaul, exchange engines, or continue flying.
Questions Asked By The Pilots or Mechanics
About Textron Lycoming Geared And
Mechanically Supercharged Engines
QUESTION - I hear the term "Shower of Sparks" relative to ignition systems. What does this term mean to pilots?
ANSWER - It means that while the engine is cranking during a start, that a prolonged series of sparks is jumping the spark plug gap as compared to one single spark. This results in improved cold weather starting.
QUESTION - During starts with the shower of sparks ignition system, I get some pretty severe kickbacks. Why?
ANSWER - The common cause here is the retard breaker doesn't close, resulting in a start attempt on the advance points. A simple check is to run the engine at about 700 RPM and for a fraction of a second hold the starter switch to the start position. The tachometer will indicate an immediate drop in RPM if the retard points are operating. There will be a drop in RPM with a malfunctioning retard breaker.
CAUTION - This check not recommended on our direct drive engines using automotive type starters.
QUESTION - At what RPM should I check my mags?
ANSWER - Where the airplane manual says. For example, checking at a lower than indicated RPM may give a higher than normal mag drop.
QUESTION - Is the actual mag drop in RPM very important?
ANSWER - No. We are more concerned that the mag drop is less than 50 RPM between the two mags and smooth, rather than whether it's 50-75 or 150. Again, it should be within the limits as indicated in the manual.
QUESTION - I noticed some of your engines show practically no mag drop. Is this normal?
ANSWER - Yes, but give it a little more time and I think you'll note some mag drop. However, if in doubt about any mag drop, be suspicious of a hot may. Reduce engine RPM to idle and turn switch to off and see if engine dies out. If it keeps running, beware of hot may. It's sad but true that we will still have people getting hurt due to hot mags.
QUESTION - Can I save the engine any by using less than take-off power?Definitions Applicable to TBO, Engine Replacement, and Engine
Rebuild
A condensed version of several articles.
Textron Lycoming publishes, and updates from time to time as needed, Service Instruction 1009. This document sets forth factory recommendations for time between overhaul(TBO). Aircraft owners often have questions concerning TBO, and the need for engine overhaul or replacement. This condensed article will answer many of those questions.
Published in Service Instruction 1009 is a table listing recommended operating hour limits for all Lycoming engine models. Some owners are inclined to think that the number of hours listed is some magic number that an engine is certain to obtain, but after which it will immediately fail to operate. Actually the recommended number is not magic at all. It is the average number of operating hours a particular model is expected to achieve, but there are many qualifying factors.
The recommended operating hours (TBO) for Textron Lycoming aircraft engines only applies to those engines that incorporate genuine Textron Lycoming parts. Reliability and average service life also cannot be predicted when an engine has undergone any modification not approved by Textron Lycoming. Other factors affecting the operating life of an engine are operating conditions, frequency of operation, and the manner in which the engine is operated and maintained.
OPERATING CONDITIONSEngines installed in aircraft that are used to apply chemicals (crop dusting) may be affected by those chemicals and therefore are subject to shorter than normal recommended TBOs. Operation in dusty conditions, or in an atmosphere of salt air near the ocean are examples of conditions that may have a detrimental affect on engine condition, and on the capability of reaching the recommended TBO.
OPERATING TECHNIQUEPilot technique is another factor affecting engine life. Following manufacturer recommendations could be categorized as good operation. On the other hand, complete disregard for these recommendations could conceivably cause engine destruction in as little as 100 hours. Although
this would be extreme and unusual, pilots who regularly climb at steep angles, make abrupt throttle changes, improperly lean the engine in climb, exceed maximum specified manifold pressure and/or RPM, chop throttles abruptly and let down rapidly causing rapid contraction of metals that have been up to operating temperatures are using techniques that may shorten TBO.
GOOD VS. IRREGULAR MAINTENANCERegular maintenance, performed by qualified personnel using factory recommended inspection procedures and intervals, will contribute to engine performance and the capability of reaching the manufacturer recommended TBO hours. Stretching inspection or oil change intervals may create the illusion of saving money, but is really false economy. Regular oil changes and scheduled maintenance play an important role in achieving recommended TBO.
Frequency of flight also plays an important part in the operating history of an engine. Engines flown only occasionally and with extended periods between oil changes are subject to corrosion because of acids that build up in the oil and attack internal metallic parts of the engine. Only regular oil changes can eliminate these acids.
Moisture that enters through the breather or exhaust system can cause rusting of cylinders and other steel parts. Rings may take a set and stick in the groove. Condensation in the magnetos may cause shorting of the breaker points. Flying as often as possible to bring the engine temperatures up to their normal operating levels will help to eliminate moisture. A ground run of the engine only is not considered satisfactory. Frequent flights are needed.
The number of hours that need to be flown each month, and the length of time between flights cannot be specified for every aircraft and engine. Variables such as geographic location and local temperature and humidity must be considered. Inactivity and time will cause hardening of gaskets, seals, and hoses. Long periods between flights can be expected to cause excessive wear during engine start due to loss of the protective oil film on bearing surfaces during the long periods of inactivity. Regardless of the operating hours, those engines that have not reached the recommended number of operating hours for TBO in a twelve year period must be overhauled or replaced during that twelfth year.
DECISION TIMEThe timing of engine overhaul or replacement is sometimes the result of government regulations. Anytime that regulations are not a factor, the engine owner must make the decision to overhaul or replace the engine based on knowledge of the engine and the conditions under which it has been operated. This decision may come before the engine has reached the recommended number of operating hours, or in some cases, after that number of operating hours has been achieved.
TBO recommendations apply to the engine, and in some cases engine accessories and propellers. There is the possibility that certain components such as magnetos, ignition harness, governors, and other engine drivenaccessories may require overhaul or replacement prior to engine overhaul. This decision, too, is to be made by the party responsible for maintaining the engine, or by the accessory manufacturer.
NEW ENGINEA new engine is a product manufactured by Textron Lycoming Williamsport containing all new parts and accessories, and meeting all production test specifications, quality control tests, and regulations necessary to hold and maintain a "production certificate" issued by the FAA. When this engine has met each of these criteria and is shipped to an airframe manufacturer, it will be subject to further testing during flight test of the aircraft for its certification acceptance. When the ultimate purchaser receives the aircraft, it may have also been subjected to ferry time. However, all flight testing and ferry time will be logged. The user then receives the engine with the full Textron Lycoming Williamsport new engine warranty, accompanied by an Engine Logbook.
REMANUFACTURED ENGINETo the aircraft engine purchaser, the "remanufactured"engine, as provided by Textron Lycoming-Williamsport, offers the opportunity to obtain many of the benefits of anew engine, but at a price savings.
The general term "remanufacture" has no specific definition in FAA Regulations. We have observed it to be considered generally the same in the industry as a major overhaul. However, the Textron Lycoming Factory Remanufactured Engine is in a somewhat different category. The specifications for the factory remanufacture of our engines are carefully written and made an integral part of our Repair Station Manual, which specifies precisely what must be done to an engine. The factory remanufacture specifications get their authority from FAR, Part 43. The factory of original manufacture is the only organization given the authority to return an engine to a "zero-time"condition.
A Textron Lycoming Factory Remanufactured Engine is defined as an aircraft engine originally designed and manufactured by Textron Lycoming that has been disassembled, repaired or altered, and inspected in accordance with Lycoming Service Bulletins and/or Instructions, incorporating applicable mandatory engineering changes, and any Airworthiness Directives, at the Lycoming factory. Tolerances and limits established and published by Lycoming, and approved rework procedures, are used during the remanufacturing of the engine so that the engine is brought back to zero time. It is important to note that the Lycoming factory is the only agency authorized by the FAA to return a Lycoming engine to ZERO time. Such engines retain their original serial number, but the letter "R" is added preceding the letter "L" on the data plate which designates remanufactured by Lycoming.
Thus, a factory remanufactured engine that has been returned to zero time, by Lycoming's definition, has all the foregoing, plus the fact that it is done by Lycoming at its factory, by factory personnel with manufacturing and engineering expertise. This factory remanufactured engine must also meet the same production test specifications used for a new engine. With each Textron Lycoming factory remanufactured engine an Engine Logbook is furnished with Textron Lycoming Form No. 489 attached on the inside of the first page. Additionally, each engine released through the remanufacturing system is accompanied by a maintenance release that refers to the factory order to which all work was performed, and showing that it was inspected by FAA authorized personnel.
OVERHAULED ENGINEOverhaul is a term which certainly means different things to different people. When the aircraft owner has run a factory new engine to TBO, and then paid for an overhaul, that owner usually has expectations of running the engine until the manufacturer's recommended TBO has again been achieved. These expectations may or may not be realistic depending on what the overhauler puts into the overhaul.
There is no specific definition of the term overhaul in the Code of Federal Regulations for Aeronautics and Space (FAR). FAR Part 43 states the following about Maintenance,Rebuilding and Alteration.
(a) Each person maintaining or altering, or performing preventive maintenance, shall use methods, techniques, and practices acceptable to the Administrator. He shall use the tools, equipment, and test apparatus necessary to assure completion of the work in accordance with accepted industry practices. If special equipment or test apparatus is recommended by the manufacturer involved, he must use that equipment acceptable to the Administrator.
(b) Each person maintaining or altering, or performing preventive maintenance, shall do that work in such a manner and use materials of such quality, that the condition of the aircraft, airframe, aircraft engine, propeller, or appliance worked on will be at least equal to its original or properly altered conditions (with regard to aerodynamic function, structural strength, resistance to vibration and deterioration, and other qualities affecting airworthiness).
The Textron Lycoming overhaul manuals, as supplemented by appropriate service bulletins, service instructions, and service letters, clearly stipulate the work to be done to accomplish an overhaul. We, at Textron Lycoming, do not distinguish between major overhaul and overhaul. We prefer to use the one word, overhaul, because we want it to be as broad as possible. Overhaul means the entire engine must be considered part by part as per the applicable overhaul manuals. To accomplish this, there must be complete tear down so that all parts can be examined. In overhaul, there are certain parts that must be replaced, regardless of condition, as per the overhaul manuals, and Textron Lycoming Service Bulletin No. 240. The remaining parts must then be examined as required by one or more of the following: (1) visual examination for discrepancy, (2) non-destructive testing or other mechanical examination, and (3) dimensional checking. At this point, parts must conform to the fits and limits specifications listed as part of the Textron Lycoming Overhaul Manual, and the Table of Limits.
By means of overhaul manuals for the various engine models, Textron Lycoming makes available all maintenance data and information necessary to maintain, repair, or overhaul engines that are in service. In addition, Service Bulletin 240 lists the parts that are recommended for replacement at overhaul. Service Instruction No. 1009 lists the recommended overhaul periods for the various engine models. However, the FAA has no specific requirements that the repair agency must comply with the Lycoming manual, or with the applicable service bulletins and instructions. The final decision on the type of maintenance or repair accomplished is left to the mechanic doing the work. When the mechanic signs for the overhaul of an aircraft engine, he certifies that he has performed the work using methods, techniques, and practices acceptable to the FAA Administrator. While the factory remanufactured engine goes back to zero time, previous time on an overhauled engine is carried forward in the engine logbook.
In addition to manufacturing and remanufacturing aircraft engines, Textron Lycoming also overhauls engines at the Lycoming factory. These overhauled engines exceed industry standards for quality through the use of genuine Textron Lycoming parts and full factory support. Although these engines do not become zero-time as when remanufactured, a policy of extensive parts replacement insures a quality product which has a parts and labor warranty against defects in material and workmanship.
Customers may choose either a "custom overhaul" or an"exchange overhaul." Both of these overhauls provide expert workmanship and replacement of all the parts recommended for replacement in Service Bulletin 240.
The exchange overhaul has the advantage of very short aircraft down time. A freshly overhauled exchange engine can be shipped to the aircraft owner's airport for installation, and the old engine core can be returned to Lycoming after it has been removed and replaced.
The owner who orders a custom overhaul gets his or her own engine back after overhaul. The disadvantage is the time required to remove the engine, ship it for overhaul, have the overhaul completed, and then have the freshly overhauled engine returned and reinstalled in the aircraft. To some owners, getting their own engine back is worth the wait.
TOP OVERHAUL VS. MAJOR OVERHAULThe industry originated the terms Top Overhaul and Major Overhaul years ago to identify and make a distinction between the degrees of work done on an engine. Textron Lycoming Williamsport defines a top overhaul as the repair or overhaul of those parts on the outside of the crankcase without completely disassembling the entire engine. It includes the removal of the cylinders and deglazing the cylinder walls, inspection of the pistons, valve operating mechanism, valve guides, and replacing piston rings. a major overhaul consists of the complete disassembly of an engine, its repair, re-assembly and testing to assure proper operation. Nevertheless, whether the work accomplished is atop or major overhaul, Federal Aviation Regulations require that it meet regulations, which were quoted at the very beginning of this discussion of overhaul.
OVERHAUL - A SUMMARYTo summarize, all engine overhauls are not The same. The Textron Lycoming factory overhauled engine is a QUALITY product which assures long-term reliability to meet your expectations. An overhauled engine carries forward all previous time in the engine logbook; a factory remanufactured engine goes back to zero time. The cheapest overhaul may not be the best. There should be no compromise with safety. Lycoming provides overhaul manuals and related service publications to aid operators in the field to accomplish a top overhaul, or the more complete major overhaul; but the overhauling agency must comply with the performance rules set forth in Section 43 of the Federal Aviation Regulations. Textron Lycoming Williamsport can supply either a custom or an exchange engine overhaul.
Oil Analysis
Much is heard these days about the use of oil analysis as a tool for helping to determine engine condition. However, the vast majority of the general aviation public do not understand how this tool is to be used. We will attempt here to set forth a brief summary of the subject.
Oil analysis is not new, but it came late to general aviation as a maintenance tool. The object is to examine oil samples from an engine, and break down the sample in parts per million in order to determine the internal health of the engine. This is based on the fact that all lubricated engine parts wear and deposit a certain amount of metallic particles in the oil. The number of particles per million of each metal determines the wear pattern for the particular engine being analyzed. It is of the utmost importance to understand that the results of the analysis is only pertinent to THE ENGINE BEING ANALYZED, although accumulation of data on any specific engine series is a basis for establishing standards forth at series of engine.
The fact that is important is a sharp rise above normal of the amount of a particular metal in the oil. It is imperative then to build a case history of each engine, wherein a sharp rise in any one metal will indicate abnormal engine wear. The analysis can also tell you whether the oil contains other liquid contaminants such as gasoline or water. Gasoline contamination of the oil can result from blow-by from the combustion chamber caused by poor combustion, bad timing, improper fuel mixture, worn rings, and the like. Water contamination is usually restricted to condensed vapor, but this vapor combines with the fuel combustion products to form harmful metal-attacking acids. Based on this contamination in the oil, the analysis will be able to pinpoint improper mixture, poor maintenance, etc.
Textron Lycoming Service Letter No. L171, entitled "General Aspects of Spectrometric Oil Analysis", provides a guide for the use of oil analysis in measuring engine health. The information is in general terms since the health of each engine must be determined on its own merits.
Differences in manufacturing processes may cause variation in analysis results for different engine models. The amount of tin plating, copper plating, nitriding, etc., performed during manufacture has a definite relationship tithe oil analysis reports. It is not uncommon, for example, to see what seems to be high copper content early in the life of an engine, only to have this content continually decrease as the engine accumulates time, and then disappear altogether.
Poor air filter maintenance, running the aircraft on the ground with carburetor/alternate air on, and holes in the air intake system are all factors which will allow an engine to ingest dirt and foreign matter. The result of this will show up as high iron (cylinder barrels) and chrome (piston rings) content at the next oil analysis. Neither time nor space permits us here to list all of the variables involved (indeed we do not profess to know them all) but it should be obvious to everyone that a continuing history of each engine is the only criteria by which its health can be determined.
Remember that several samples taken at the regular oil change intervals must be analyzed to determine the normal characteristics of an engine, and also remember that the first few samples on factory fresh engines will read high as new parts are wearing in and conforming to each other.
Excessively heavy wear of internal engine parts will show up as traces in parts per million during analysis long before detrimental flaking or scoring takes place, and almost always before any outward indication of trouble. This initial departure from normal is not usually any reason to tear the engine down. An investigation and timely and appropriate corrective action (replacing the air filter, perhaps) by the operator will usually result in trace elements returning to normal at the next oil change. If long TBO's are to be achieved, it is MOST IMPORTANT that clean air be provided to the engines.
Basically and briefly, that is the oil analysis story. It is a good tool IF PROPERLY USED. Like any other tool, it is only one of many things that must be used to determine engine health.
A Flyer reader wrote to express interest in a Lycoming IO-360 engine. He went on to say that the engine would bemused in an aircraft capable or unlimited aerobatics. A statement like this indicates a need for explanation of the differences between the standard Lycoming engine and the acrobatic Lycoming engine. Acrobatic flight with a non aerobatic engine could result in engine stoppage from either fuel or oil starvation.
It should first be explained that unlimited acrobatic flight implies that the aircraft may be flown in any attitude with no limitations. Although an aircraft may have excellent acrobatic capability, every aircraft and engine does have limitations which must not be exceeded.
Any engine which employs a float type carburetor for fuel metering is immediately eliminated from use in a fully acrobatic aircraft. Inverted flight for more than a few seconds would cause the carburetor to stop metering fuel and the engine to stop running. While carbureted engines are used in some aircraft with limited acrobatic capability, only positive G maneuvers and very brief periods of inverted flight are possible.
To operate correctly, an engine must have fuel which is properly metered in proportion to the air entering the engine induction system. The fuel injector measures air flow and meters fuel to the inlet ports of each cylinder. Unlike the carburetor, a fuel injector is not affected by unusual aircraft attitudes. Therefore, all Lycoming engines that are designed for acrobatic flight are equipped with a fuel injector.
Delivery of metered fuel to the combustion chamber is not the only challenge addressed in designing an acrobatic aircraft engine. It is also necessary to provide lubricating oil to many points in an operating engine regardless of the aircraft attitude. Two different methods have been used to provide oil for acrobatic engines manufactured by Textron Lycoming.
The flat, opposed cylinder acrobatic engines first offered by Lycoming were designated AIO-320 or AIO-360. These engines were the dry sump type with appropriate oil inlet and outlet connections as well as two crankcase breather connections. Necessary lines and an external oil tank with a revolving pickup capable of reaching oil in almost any aircraft attitude were then supplied by the aircraft manufacturer. This type of installation provided acrobatic capability, but it was complicated enough to be very expensive. A simpler, more universally usable system was needed.
Most Lycoming engines are termed "wet sump" engines because oil is stored internally in a sump at the bottom of the crankcase. When the engine is inverted, the oil will be in the top of the crankcase rather than in the oil sump. To maintain continuous flow of oil during inverted flight, an oil pick-up line must be provided near the top of the engine as well as in the oil sump. Lycoming acrobatic engines carrying an AEIO designation use inverted oil system hardware to adapt oil pickup lines at the top and bottom of the wet sump engine.
This inverted oil system comprises two major components: the oil valve and the oil separator. Several other items of hardware adapt the system to the Lycoming engine so that oil is available to the oil pump in either the upright or inverted position. These hardware items include a standpipe in the sump which acts as the engine breather during inverted flight, a special adapter or plug at the oil sump suction screen, and other hoses and fittings.
In addition to the inverted Oil system, Lycoming makes other engine modifications to adapt standard engine models to acrobatic use. Some models of the AEIO-540 engine have a baffle added in the oil sump to eliminate oil loss through the oil separator. Also the flow of oil to the oil pickup in the accessory case is limited in the inverted position. To improve this oil flow, holes are machined in the upper rear wall of the crankcase.
With these changes completed, the engine is capable of inverted flight in addition to normal upright flight. Because the oil pick up points are at the top and bottom of the engine, knife-edge flight or flight at very high up or down pitch angles have some limitations; these limitations do not prevent engines from being used in aircraft which perform all the maneuvers required for international acrobatic competition. Engines built with the inverted oil system and incorporating the other modifications discussed earlier are certified by the FAA as acrobatic engines.
Acrobatic engines subjected to the exceedingly stressful maneuvers developed in recent years are also limited by possible damage to the crankshaft flange. Textron Lycoming Service Bulletin No. 465 requires periodic inspections of all crankshafts installed in aircraft that are used for aerobatics
The meanings of the letters and numbers in the Lycoming engine designation are fully explained elsewhere in this publication, but the AE part of the AEIO indicates"acrobatic engine." Lycoming is currently producing AEIO-320, AEIO-360 and AEIO-540 acrobatic engines which range from 150 to 300 horsepower. One of these models should be installed in a general aviation aircraft which is designed for acrobatic flight.
Low Compression Engine
Grade 100 Aviation
Fuel
Condensed from two articles on this subject
Many Lycoming engines designated as low compression engines were originally certified to use Grade 80 aviation gasoline. The fuel was rated at 80 octane when the engine was leaned for cruise, and at 87 octane when it was set at rich for takeoff and climb. This aviation gasoline contained one half milliliter of lead per gallon. Owners of aircraft that use engines certified to use Grade 80 fuel occasionally have questions about the use of higher leaded fuels.
During the mid-1970s, announcement of a single grade aviation fuel for all reciprocating aircraft engines created a furor which gradually faded away as pilots and mechanics became more knowledgeable of the actual effects of using the new fuel, Grade 100LL. Grade 100LL has two milliliters of lead per gallon and is rated at 100 octane when the engine is leaned for cruise, and at 130 octane when the mixture is set at rich. The fuel is designated as "low lead" because the previous fuel with a 100/130 octane rating contained twice as much lead, four milliliters per gallon.
For all practical purposes, Grade 80 fuel with one half milliliter of lead has been phased out and is no longer available. Use of Grade 100LL fuel in engines certified for80 octane fuel can result in increased engine deposits both in the combustion chamber and in the engine oil. It may require increased spark plug maintenance and more frequent oil changes. The frequency of spark plug maintenance and oil drain periods will be governed by the type of operation. Operation at full rich mixture requires more frequent maintenance periods; therefore it is important to use approved mixture leaning procedures.
To reduce or keep engine deposits at a minimum when using the leaded fuel available today, it is essential that the following four conditions of operation and maintenance are applied. These procedures are taken directly from Service Letter No. L185.
A. GENERAL RULES1. Never lean the mixture from full rich during take-off, climb, or high performance cruise operation unless the airplane owners manual advises otherwise. However, during takeoff from high elevation airports or during climb at higher altitudes, roughness or reduction of power may occur at full rich mixture. In such a case the mixture may be adjusted only enough to obtain smooth engine operation. Careful observation of temperature instruments should be practiced.
2. Operate the engine at maximum power mixture for performance cruise powers and at best economy mixture for economy cruise power; unless otherwise specified in the airplane owners manual.
3. Always return the mixture to full rich before increasing power settings.
4. During let-down and reduced power flight operations, it may be necessary to manually lean or leave mixture setting at cruise position prior to landing. During the landing sequence the mixture control should then be placed in the full rich position, unless landing at high elevation fields where operation at a lean setting may be necessary.
5. Methods for manually setting maximum power or best economy mixture.
a. Engine Tachometer - Airspeed Indicator Method:The tachometer and/or the airspeed indicator may be used to locate, approximately, maximum power and best economy mixture ranges. When a fixed-pitch propeller is used, either or both instruments are useful indicators. When the airplane uses a constant speed propeller, the airspeed indicator is useful. Regardless of the propeller type, set the controls for the desired cruise power as shown in the owners manual. Gradually lean the mixture from full rich until either the tachometer or the airspeed indicator are reading peaks. At peak indication the engine is operating in the maximum power range.
b. For Cruise Power: Where best economy operation is allowed by the manufacturer, the mixture is first leaned from full rich to maximum power, then leaning is slowly continued until engine operation becomes rougher until engine power is rapidly diminishing as noted by an undesirable decrease in airspeed. When either condition occurs, enrich the mixture sufficiently to obtain an evenly firing engine or to regain most of the lost airspeed or engine RPM. Some slight engine power and airspeed must be sacrificed to gain a best economy mixture setting.
c. Exhaust Gas Temperature Method (EGT): Refer to the article on this subject in the Operations section of this book.
Recommended fuel management_manual leaning will not only result in less engine deposits and reduced maintenance cost, but will provide more economical operation and fuel saving.
B. ENGINE GROUND OPERATIONThe engine ground operation greatly influences formation of lead salt deposits on spark plugs and exhaust valve stems. Proper operation of the engine on the ground(warm-up, landing, taxi and engine shut-down) can greatly reduce the deposition rate and deposit formation which cause spark plug fouling and exhaust valve sticking.
1. Proper adjustment of the idle speed (600 to 650 RPM) fuel mixture, and maintenance of the induction air system will ensure smooth engine operation and eliminate excessively rich fuel/air mixtures at idle speeds. This will minimize the separation of the non volatile components of the high leaded aviation fuels greatly retarding the deposition rate.
2. The engine should be operated at engine speeds between 1000 and 1200 RPM after starting and during the initial warm-up period. Avoid prolonged closed throttle idle engine speed operation (when possible). At engine speeds from 1000 to 1200 RPM, the spark plug core temperatures are hot enough to activate the lead scavenging agents contained in the fuel which retards the formation of the lead salt deposits on the spark plugs and exhaust valve stems. Avoid rapid engine speed changes after start-up and use only the power settings required to taxi.
3. Rapid engine cool down from low power altitude changes, low power landing approach and/or engine shutdown too soon after landing or ground runs should be avoided.
4. Prior to the engine shut-down, the engine speed should be maintained between 1000 and 1200 RPM until the operating temperatures have stabilized. At this time the engine speed should be increased to approximately 1800RPM for 15 to 20 seconds, then reduced to 1000 to 1200RPM and shut-down immediately using the mixture control.
C. LUBRICATION RECOMMENDATIONSMany of the engine deposits formed by combustion, regardless of the lead content of fuel used, are in suspension within the engine oil and are not removed by a full flow filter. When sufficient amounts of these contaminants in the oil reach high temperature areas of the engine they can be baked out, resulting in possible malfunctions such as in exhaust valve guides, causing sticking valves. The recommended periods of 50-hour interval oil change and filter replacement for all engines using full-flow filtration system and 25-hour intervals for oil change and screen cleaning for pressure screen systems must be followed. If valve sticking is noted, all guides should be reamed using the procedures as stated in latest editions of Service Instruction No. 1116 and/or Service Instruction No. 1425, and the time between oil and filter changes should be reduced.
D. SPARK PLUGSThe fuel management techniques outlined previously will aid in minimizing spark plug fouling. Engine operation, spark plug selection, and spark plug maintenance are all factors that help to keep engines operating smoothly with leaded fuels.
If the magneto check before or after flight reveals any roughness caused by a fouled spark plug, open the throttle slowly and smoothly to cruise RPM, and lean the mixture as far as possible (yet with a smooth engine). After several seconds leaned, return to the proper mixture position for takeoff and recheck the magneto. If two such attempts do not clear the fouled plug, then return to the line and report the problem to maintenance.
Spark plugs should be rotated from top to bottom on a 50-hour
basis, and serviced on a 100-hour basis. If excessive spark plug lead fouling
occurs, the selection of a hotter plug from the approved list in Service
Instruction No. 1042 may be necessary. However, depending on the type of
lead deposit formed, a colder plug from the approved list may better resolve the
problem. Depending on the lead content of the fuel and the type of operation,
more frequent cleaning of-the spark plugs may be necessary. Where the majority
of operation is at low power, such as patrol, a hotter plug would be
advantageous. If the majority of operation is at high cruise power, a colder
plug is recommended.
In addition, Grade 100LL has proved to be a satisfactory fuel for all Textron Lycoming reciprocating aircraft engines. The higher octane level does not change engine operating temperatures, and engine deposits on the spark plugs and in the oil can be managed by using the techniques outlined in previous paragraphs.
Fuel Contamination
With the increase in recent years of the number of fuel injectors on our engines, has been a number of complaints about a mysterious occasional engine "miss" in flight. We have been able to verify that the majority of these complaints on fuel injected powerplants are from contamination in the fuel - principally water. We have been telling operators for many years that fuel injectors and their systems are more vulnerable to contamination than are carburetors. Since water and other contaminants collect on the bottom of the airplane fuel tank, it also makes good sense not to make a practice of running a fuel tank dry.
Careful draining of fuel sumps for water will help alleviate the "miss" problem. A sufficient amount of fuel must be drained to ensure getting the water. Experience indicates that draining should be accomplished before refueling because fuel servicing mixes the water and fuel, and the water may not have settled to the bottom of the tank until the airplane is airborne. Learn to identify suspended water droplets in the fuel which causes the fuel to have a cloudy appearance; or the clear separation of water from the colored fuel after the water has settled to the bottom of the fuel tank.
The Flyer articles reprinted here provide product
information. Informed pilots and mechanics
contribute to safe flying.
Do Not Use Automotive Gasoline In Textron
Lycoming
Aircraft Engines That are Certified
for Aviation Gasoline
Automotive Gasoline Could Be Dangerous To Your Health
Reviewed June 1995
In Lycoming Flyer No. 25, dated February 1976, we told operators not to use automotive gasoline in our aircraft engines, and listed seven reasons against its use. Service Letter No. L199, dated January 1983, reiterated that policy by stating: "Textron Lycoming does not approve the use of any fuel other than those specified in our latest edition of Service Instruction No. 1070. " Although Supplemental Type Certificates (STC) now make the use of automotive fuel, which meets minimum specified standards, legal for use in some aircraft, reciprocating engine manufacturers and most major oil companies do not approve. While it is true that octane levels appear adequate, these organizations are of the opinion that the varying quality control standards applicable to automobile gasoline produce undue risk when it is used in aircraft. Several specific reasons are given for the non approval of automobile fuel:
1. Its use reduces safety. Although an operator may find that the engine runs well on a specific grade of auto fuel, there is no assurance that fuel from the same tank will be of the same quality when purchased the next time. Risk is increased.
2. Its use can void warranty, or result in cancelation of the owner's insurance.
3. The storage characteristics of automotive fuel are less desirable in comparison with the good storage characteristics of aviation gasoline. After several months, stored automotive fuel may suffer loss of octane rating, and tends to deteriorate into hard starting, along with forming gum deposits that cause sticking exhaust and intake valves, and fuel metering problems, resulting in rough running engines. The turnover of automotive fuel is so fast that long-lasting storage characteristics are not required.
4. The additives in automotive fuels are chemically different from those designed for aviation, and contain auxiliary scavengers which are very corrosive, and under continued use can lead to exhaust valve failures. They also cause rust and corrosion in the internal parts of the engine. The allowable additives for aviation gasoline are rigidly tested and controlled. There is no uniform control of additives in automotive gasoline. Many different additives are used, depending on the fuel manufacturer. For example, one fuel company adds a detergent to clean carburetors. This additive creates a significant increase in the affinity of the gasoline for water which can cause fuel filter icing problems in flight if outside temperatures are cold enough.
5. Automotive fuels have higher vapor pressures than aviation fuel. This can lead to vapor lock during flight because the fuel companies advise that automotive fuels can have double the vapor lock pressures of aviation gasoline, depending on the seasons of the year, and the location because of climatic conditions. In addition, automotive fuel also increases the possibility of vapor lock on the ground with a warm engine on a hot day.
6. Although the fuel octane numbers shown on the pump of automotive and aircraft gasolines may be similar, the actual octane ratings are not comparable due to the different methods used to rate the two types of fuels. Furthermore, aviation gasolines have a lean and rich rating, i.e. 100/130, whereas motor gas is not tested for a rich rating.
7. Automotive fuel used in an aircraft engine may lead to destructive detonation or preignition and potential engine failure at high power conditions.
8. The actual Mo-Gas fuel requirements range from meeting ASTM or government specifications only in six states, to few or no minimum requirements in the remaining 44 states, as opposed to the uniform strict requirements for aviation fuel.
SUMMARY:Auto fuel is now being used as a substitute for Grade 80aviation gasoline under STC's issued by the FAA. Most major oil companies and engine manufacturers continue to recommend that aircraft piston engines be operated only on aviation gasoline. Deterioration of engine and fuel system parts have been reported in aircraft using auto fuel. Operators should consider the added risk of using auto fuel in aircraft. Remember - a pilot can't pull over to the side of the road when fuel creates a problem with the engine.
Let's Talk Turbocharging
The advent of the lightweight turbocharger has been called the shot of adrenaline which the piston engine needed to remain the prime method of powering general aviation type aircraft. Although in some respects this may be an overstatement, it does have much merit, and it is the lightweight turbocharger that has enabled general aviation aircraft to operate above adverse weather in the smooth air of the higher altitudes, and to realize the increased true airspeed not possible with normally aspirated engines. So this is the "why" of turbocharging, and since it is possible that there is a turbocharged Lycoming engine in your present or future, we are going to review the very basics of turbocharging and bring the reader up to the present "state of the art" of it.
The aircraft engine, as any reciprocating engine, is a heat engine which derives its power from the burning of a mixture of air and fuel, which has been mixed in the proper proportions by a fuel metering device. The amount of power the engine develops will be directly proportional to the total mass of air pumped through the engine, providing the fuel/air ratio is kept constant. This can be varied in a normally aspirated (un-turbocharged) engine by changing the throttle setting and/or changing the RPM. Let us go over that again. Changing the throttle will vary the manifold pressure available to the cylinder during the intake stroke. As a result the cylinder will develop a given amount of power on each power stroke. So if we increase manifold pressure to the cylinder, we will in turn receive more power from the engine. Now if we keep the manifold pressure constant, but increase the number of power strokes by increasing the RPM, we will also receive more power from the engine. We see that changing either the throttle setting (manifold pressure) or the number of power strokes per minute (RPM), will result in varying the total air mass flow through the engine and will determine the horsepower the engine will develop. So in essence, a reciprocating engine is also an air pump, and if the fuel/air ratio is kept constant the power developed will vary directly with the mass of air consumed.
We are limited in the speed at which we can operate the engine because of engine and prop mechanical limitations. So the only other way to change the mass flow is to increase the manifold pressure. We all know, however, that as we ascend in altitude the air becomes less dense which reduces the mass flow through the engine with the result of a power loss that is proportional to the reduced mass air flow through the engine. You have noted that in climb with a normally aspirated engine, it is necessary to keep opening the throttle if you are to keep the air speed and the rate of climb constant. So we see that if there was a way we could put the engine into a container so it could be kept at sea level conditions, we could maintain the same performance regardless of ambient conditions and altitude.
A long time ago, a smart engineer who was thinking along these same lines reasoned that if he built an air pump into the engine that could pump the less dense air at altitude up to the same pressure he had at sea level, he would be able to maintain sea level horsepower. So he designed a centrifugal air compressor and placed it between the fuel metering system and the intake pipes. The pump consisted of an impeller, diffuser and collector. The impeller was driven at about twelve times crankshaft speed and this high rotational speed imparted a large velocity of energy to the air passing through. Now as the fuel/air charge leaves the impeller, it goes to the diffuser where vanes smooth out the air flow while allowing the mixture to slow down so that the velocity pressure acquired from the rapid rotational speed of the impeller is transformed into static pressure. This air mass is then stored momentarily and equalized in the collector and is then drawn into the cylinders. Our engineer now has his air pump, but how was he to drive it? Well he could drive it from the accessory gear train or from the rear of the crankshaft, but both of these methods robbed the engine of horsepower it could deliver to the propeller. Although super chargers for many years have been driven mechanically off the crankshaft, our engineer realized he had not reached the ultimate in the "state of the art" of supercharging, so he began looking for another means of driving his air pump.
Our hypothetical engineer realized that the largest percent of energy released by burning the fuel/air mixture was going out of the exhaust pipe in the form of heat. Realizing if he could in some way harness this wasted energy to drive his air pump, the horsepower normally robbed from the engine to drive the impeller could be used by the propeller.
We have all noted a windmill turning in the breeze, so our engineer rightfully reasoned if he put a turbine wheel in the exhaust stream he could take the hot exhaust gas under pressure and expand it as it passed through the wheel to extract energy. He took an impeller, connected it by a common shaft to the turbine and he had a means of driving his air pump by energy which was formerly going to waste. Supercharging by means of using exhaust gases to drive the air pump is called turbocharging. Now our engineer had progressed to the point where he required a means of controlling his turbocharger. As he climbed in altitude the pump must constantly put out a higher pressure ratio in order to maintain sea level conditions. He reasoned that if he can dump the exhaust gas at sea level through a butterfly valve in a leg off the exhaust pipe and ahead of the turbine wheel, he will be able to control the amount of energy being used to drive the turbine and thus control the speed of the compressor.
The butterfly valve (waste gate) can be positioned by means of mechanical linkage, but the disadvantage in this system is that the engine can be over boosted, causing detonation and severe engine damage if someone "forgets"and leaves the waste gate in the closed position. So our engineer was looking for an automatic means for control which would eliminate someone putting "Murphy's Law"into practice. (Murphy's Law states that if something can be done incorrectly, someone is bound to do it.) So he came up with an automatic system that sensed compressor discharge pressure and positioned the wastegate to maintain the correct manifold pressure.
The system contains two basic components. The controller, which senses the compressor discharge pressure and regulates engine oil pressure used as the muscle for the actuator on the wastegate. When the controller calls for more compressor discharge pressure, it closes the oil bleed line from the wastegate so the wastegate actuator sees higher engine oil pressure and thus closes the butterfly. When the compressor discharge pressure comes up to the desired control pressure, the controller will bleed oil from the wastegate to maintain the correct butterfly position which in turn will maintain the correct compressor discharge pressure. Now the system is complete and automatic and except in cases of poor or abrupt throttle management, it does not over boost.
The automatic control system just described is basic, but it is the basis for most control systems used on Lycoming engines. In another article we will also talk about the changes required in an engine to make it suitable for turbocharging, and the difference between an engine designed for turbocharging and the one that has just had a turbocharger added. We will also discuss turbocharging to increase power at sea level instead of only using it to maintain sea level pressure at altitude. (See "The Pilot and Turbocharging").
Information About Lycoming Approved Full
Flow Oil
Filters
Although Textron Lycoming publication SSP-885-1 covers the latest information concerning full-flow oil filters for our engines, we feel it is also important to emphasize and explain key aspects of the publication to help people in the field. SSP-885-1 is concerned with full-flow oil filters in our direct drive engines, but does include one exception, the geared TIGO-541 which powers the Piper Pressurized Navajo.
Operators and mechanics must carefully read SSP-885-1 before handling the various types of Lycoming approved filters. Special note should be made of the differences of installing the AC vs. Champion filters. The AC is installed with the housing not turned, but with an attaching bolt through the center of the housing, torqued to 20-25 foot pounds.
The Champion spin-on filter calls for a different installation in that the filter housing itself is turned to a torque of 18-20 foot pounds. Never exceed the maximum torque limit. Maintenance people in the field using both types of filters must be very careful during installation of this part.
SSP-885-1 data includes the new Champion Full-flow Spin-On Filter. The latter is an added improvement over older methods of filtration, and is installed as optional equipment on all direct drive Textron Lycoming aircraft engines. Some of the advantages of the Champion Spin-On Filter include a resin impregnated paper that constitutes the filter element, which is heat cured, acid resistant, and capable of removing contaminants that would be injurious to the engine. The spin-on was designed to save weight and also shorten maintenance time, and is available in long and short sizes. There is no need to replace elements, O-rings, and various nuts and bolts and washers, or to clean the filtering units.
All models of Textron Lycoming direct drive engines can be converted to use the Lycoming approved full-flow filter element or full-flow spin-on oil filter; however, before installing, check the distance between the firewall and the mounting pad on the accessory housing. Do not over-torque the filter at installation. After installation of the full-flow filter, always ground run the engine before flight and get oil temperature into the bottom of the green arc on the gauge.
After a good run up, shut engine down and inspect the filter area for oil leaks. Also check engine oil level; addition of the filter assembly will require adding approximately one quart of oil.
Along with the filter and converter (a simple converter kit is required with some engines), Champion has developed a new "can opener" service tool for the aviation mechanic. The tool easily cuts open the filter without contaminating it so the element can be examined for any signs of metal chips indicating engine deterioration.
Before discarding the filter elements of the AC or the Champion filters, an examination of the filter element should be made by unfolding the pleated element and examining the material trapped for evidence of internal engine damage. In new or newly overhauled engines, some small particles of metallic shaving might be found; these are generally caused during manufacture and should not be cause for alarm. However, positive evidence of internal engine damage found in the filter element justifies further examination to determine the cause.
To examine the AC filter element, remove the outer perforated paper cover, and using a sharp knife, cut through the folds of the element at both ends close to the metal caps. For examination of the Champion spin-on filter, Tool CT470 must be used to cut the top of the can.
Clean engine oil is essential to long engine life. Consequently, the quest for better ways to keep the lubricating oil free from contaminants is endless.
Detonation And Preignition
Although knowledge of detonation and preignition maybe "old hat" to the old timers in aviation, lots of people in our industry are still somewhat confused over the difference between the two, and what causes either of them.
DETONATIONThere is a limit to the amount of compression and the degree of temperature rise that can be tolerated within an engine cylinder and still permit normal combustion. When this limit is exceeded, detonation can take place. Piston engines are vulnerable to detonation at high power output because combustion temperature and pressure are, of course, higher than they are at low or medium powers. Leaning the mixture at high power can cause it.
Unless detonation is heavy, there is no cockpit evidence of its presence. Light to medium detonation may not cause noticeable roughness, observable cylinder head or oil temperature increase, or loss of power. However, when an engine has experienced detonation we see evidence of it at tear down as indicated by dished piston heads, collapsed valve heads, broken ring lands, or eroded portions of valves, pistons and cylinder heads. Severe detonation can cause a rough running engine and high cylinder head temperature.
PREIGNITION
Preignition, as the name implies, means that combustion takes place within the cylinder before the timed spark jumps across the spark plug terminals. This condition can often be traced to excessive combustion deposits or other deposits (such as lead) which cause local hot spots. Detonation often leads to preignition. However, preignition may also be caused by high power operation at excessively leaned mixtures. Preignition is usually indicated in the cockpit by engine roughness, back firing, and by a sudden increase in cylinder head temperature. It may also be caused by a cracked valve or piston, or a broken spark plug insulator which creates a hot point and serves as a glow spot. Specifically, preignition is a condition similar to early timing of the spark. Preignition is a serious condition in the combustion chamber and will cause burnt pistons and tuliped intake valves.
The best temporary in-flight methods for correcting preignition and detonation are to reduce the cylinder temperature by retarding the throttle, enriching the mixture, opening cowl flaps if available, or a combination of all of these.
Lycoming Engineering, in their continuing effort to improve our engines, developed a better method of manufacturing hardened alloy steel cylinder barrels an umber of years ago by means of a method known as nitriding. Simply described, the addition of nitrogen to the surface of an alloy steel produced a hard, wear-resistant surface. Commercially, the introduction of nitrogen into the surface layers of alloy steel is brought about by subjecting the practically finished parts to an atmosphere of ammonia gas. The process requires special heat treating furnaces which are air tight and capable of holding the parts at a high temperature. At this heat level (975 F), the ammonia gas flowing into the furnace is broken down into its elements of hydrogen and nitrogen, and this is the source of the nitrogen which penetrates the surfaces of the steel. In order to produce a satisfactory nitride surface, the process must be operated for an extended period of time, generally from 25 to 80 hours. Along with cylinder barrels, Lycoming nitrides all its crankshafts and some gears.
The nitriding process applied to cylinder barrels has been thoroughly service tested in military as well as commercial service. After having been FAA type tested, we began production of engines using nitrided cylinders in 1960. The service record of these cylinders has been excellent. In fact, our management was so impressed with the favorable service record of the nitrided cylinder that they changed from chrome to nitrided cylinders in all our higher powered turbocharged and supercharged engines. Some favorable characteristics of nitrided barrels are as follows:
1. Reduced cylinder wall wear - the harder a surface the more difficult to wear down.
2. Natural choked barrels provide improved piston ring life due to a resulting straight cylinder wall when engine is hot or operating, and a better job of sealing.
3. Nitriding permits use of chrome plated piston rings, which are more wear resistant and quite compatible with hardened steel.
4. Nitriding provides a hardened surface with an increased fatigue strength.
5. It also has the ability to resist softening when excessively heated during engine operation.
These worthwhile features in the powerplants have meant even longer operating life than standard steel barrels, and they mean dependability and economy.
Now chrome plated cylinders cannot be obtained from the factory, but the identification specification for them has been an orange band around the cylinder base, or the equivalent color on the edges of the top cylinder head fins between the two valve push rod shroud tubes. The color coding for the nitrided cylinders is azure blue and will appear in either of the two locations indicated above. The band around the cylinder base is used when cylinders are painted black as a separate operation prior to engine assembly. The color coding on the top edges of the cylinder head fins has been used on engines painted all gray after assembly.
From the service standpoint on nitrided cylinders, there are three methods of handling an engine at overhaul.
1. The barrels can simply be reworked and returned to service if they are not beyond service limits.
2. The barrel can be reground and then chrome plated, but the factory has achieved better results with nitriding and uses method three.
3. The old cylinder may be discarded and replaced with a new one as in the Lycoming factory overhaul and remanufacture programs.
CHROME VS. NITRIDINGEither method provides a satisfactory hard wearing surface, but application of the chrome plate is a critical operation. Engines with chrome or nitride hardened barrels have a good wear characteristic, and are more rugged than standard steel barrels. In spite of hardened barrels, a good, properly maintained air filter is still a must. Pistons are moving up and down at a rate of more than two thousand times per minute, and when dirt or any abrasive is introduced into the combustion chambers, it causes a lapping process which rapidly wears metal away. No engine can digest dirt and give a satisfactory service life.
Compression Ratio - An Explanation As It
Relates To Textron
Lycoming Engines
We aren't attempting to make mechanics out of pilots by writing about compression ratio in aircraft engines, but we desire to help both groups by providing a simplified description as it relates to our engines.
In order to gain a reasonable amount of work from an internal combustion engine, we must compress the fuel/air mixture during each power stroke. The fuel/air charge in the cylinder can be compared to a coil spring in that the more it is compressed, (within limits), the more work it is potentially capable of doing.
Engineering tells us that the compression ratio of an engine is a comparison of the volume of space in a cylinder when the piston is at the bottom of the stroke to the volume of space when the piston is at the top of the stroke. For example, if there are 140 cubic inches of space in the cylinder when the piston is at the bottom and 20 cubic inches of space when the piston is at the top of the stroke, the compression ratio would be 140 to 20 or usually represented at 7:1.

Although we can create a more efficient engine by increasing the compression ratio, there are limits and a compromise is needed. If the pressure is too high, premature ignition will occur and produce overheating. Compression ratio is a controlling factor in the maximum horsepower developed by an engine, but it is limited by present day fuel grades and the high engine speeds and manifold pressures required for takeoff.
Our normally aspirated engines are generally categorized as either low-compression or high-compression powerplants. In surveying the complete range of all Lycoming engine models, we note that compression ratios vary all the way from a low 6.5:1 to a high of 10:1. Engineering has generally established the low-compression group as those with a compression ratio of 6.5:1 to 7.9: 1; and the high compression group from 8:1 and higher.
All Lycoming engines in the high-compression category require a minimum of Grade 100LL (blue) or 100/130 (green) octane, FAA approved aviation fuel, and nothingness. With high-compression engines we must stress the importance of the manufacturer's recommendations as outlined in the Engine Operator's Manual or in the Pilot's Operating Handbook. These engines require not only the correct fuel, but the proper oil, precise timing and a good air filter. All are very important in order to protect this high performance powerplant.
"Watts" Horsepower
by F. G. Rohm. Chief Oualification Engineer (Ret.)This interesting article was written for us by Fred Rohm, who was our Chief Qualification Engineer when he retired. Fred had a career of 44 years in the industry, with a majority of those years spent at Textron Lycoming. Most of his career at Lycoming was as Chief Experimental Engineer, which establishes his qualifications to author this kind of article.
James Watt, Scottish physicist, had an engine problem even in 1769. Although steam engines had been invented before he was born, they were crude, inefficient machines and only a few were in use. So he had, after much experimental work, developed a relatively efficient condensing steam engine, the forerunner of the present day type.
Being a good business man, Watt tried to sell his engine to coal mine operators who were then using draft horses to supply power to drive the pumps which kept the mines free of water. But the mine owners had sales resistance! They insisted on knowing exactly how many horses each engine would replace, or, in other words, the horsepower of the engine. How much work would his steam engine do? This, then, was James Watt's problem.
Although simple machines such as sailing vessels, windmills, and water wheels had been used for centuries,Watt realized that for the most part, the majority of work in the world had been done by man and his domesticated animals. Work was measured and paid for by the day, from"sun to sun". With the advent of reliable clocks, work was then accounted and paid for by the hour. Evaluating work by this time method, it was assumed that all men and animals could and did perform the same amount of work. This was far from being true.
Watt realized that in order to have his steam engine used by the coal mine operators he would have to answer their questions - "how much work will it do, and how many men and horses will it replace?" Since the "power" of one horse was a generally known and a constant quantity, he would have to determine the "power" of his engine in order to compare it with the horses which it was to replace. His problem then was to define "power."
Power did not mean force. The mine owners cared nothing about the force Watt's engine might exert. They wanted to know how fast the engine would pump water out of the mine; in other words, how fast will the engine do the work? Simply, that was the definition of "power."
The methodical physicist experimenting with draft horses used to operate mine pumps found that, on an average, a horse pulling with a force equal to a weight of 150 pounds walked 2 1/2 miles per hour. Since work is force exerted through a given distance, it is measured in terms of feet pounds. Thus, on an average, one horse could do work at the rate of 33,000 feet pounds per minute or 550 feet pounds per second.
Watt's definition for one horsepower, which has now become universal, was, therefore, the doing of work at the rate of 33,000 feet pounds per minute. Today, all conventional power producing units are rated on this basis.
The 250-horsepower engine in the modern light plane is capable of doing work at the same rate as that of 250 average horses. From an interested engineer's point of view, it escapable of moving 137,500 pounds of weight one foot in one second. Yet, what a difference there is in its size and weight(approximately 400 pounds) when compared to the horses it replaces!
Cut-Away Of A Four Cylinder
Power Plant
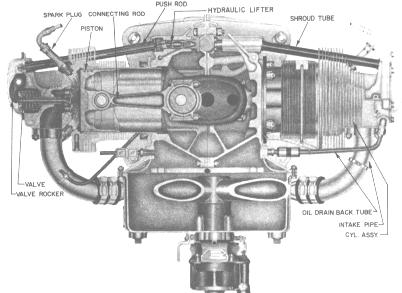
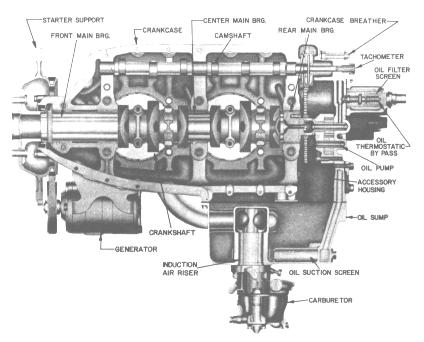
The effect the propeller has on engine operation and on aircraft performance is quite significant. Based on questions which have been asked by aircraft owners and from experience gained at the Textron Lycoming service hangar, there are several areas of propeller related information which may be of interest.
Aircraft equipped with a fixed pitch propeller will usually have static RPM (full throttle with aircraft standing still) limitations and full power in flight RPM limitations spelled out in the Pilot's Operating Handbook. If static RPM is below the minimum specified, the engine could be low in power. However, experience has shown that this is not always true. Faulty induction air systems and/or faulty exhaust systems have been shown to contribute to indications of low power. A propeller which is ever so slightly less than perfect may cause the static RPM to be outside the designated full throttle static RPM zone. In addition to these other factors, it is not unusual to find tachometer which is inaccurate. If an incorrect static RPM reading is observed during the engine check, any one or all of these components could be at fault. The tachometer maybe the easiest to check as there are hand-held devices that quickly give an RPM reading that will verify the accuracy oft he standard aircraft instrument. Knowing the accuracy limits of the aircraft tachometer may eliminate the need for further examination of the engine and propeller, or it may confirm the need for further troubleshooting. In any case, consider each component of the system before blaming low static RPM reading on one of them.
Another aspect of operation with a fixed pitch propeller came in the form of a question from a Lycoming engine owner. He indicated that the propeller provided by the airframe manufacturer had been exchanged for a cruise propeller. (This exchange should only be done with FAA approval.) With the new cruise propeller is use, an increase in fuel usage was soon apparent. Operating costs increased and an explanation was requested.
It is well known that the amount of horsepower taken from an engine will have a direct relationship to the amount of fuel used. Therefore, it can be deduced that use of the cruise propeller increased the horsepower requirement. This deduction deserves some additional explanation.
As an example, the standard propeller supplied with an aircraft may allow the engine to develop 180 horsepower at 2700 RPM at full throttle, in flight at sea level, with standard temperature. The Lycoming 0-360-A Series normally aspirated engine illustrates this example.
Next, let us assume that this same engine/propeller combination is operated at 75% power with a "best economy" fuel air mixture setting. Again, assume sea Cleveland standard temperature to simplify and standardize the discussion. Seventy-five percent power will require about2450 RPM with a brake specific fuel consumption of .435pounds per brake horsepower hour. Also, 75% of the 180rated horsepower is equal to 135 horsepower. Fuel usage at this power and mixture setting will be 58.7 pounds per horror 9.8 gallons per hour. The mathematics to arrive at this fuel usage are simple:
180 HP X 75% of power = 135 HP
135 HP X .435 BSFC = 58.7 Lbs. of fuel
58.7 Lbs. of fuel . 6 Lbs. per gal. = 9.8 gal. per hour
Having made some assessments about what can happen with a standard propeller, now we will try to see what happens when a cruise propeller is installed in place of the original. The first thing we must know about the cruise propeller is that it has more pitch than the standard propeller. This means it will take a bigger "bite" of air than the original propeller with each revolution. This bigger bite of air will have an effect on aircraft performance and on how the engine may be operated.
Taking a bigger bite of air increases the resistance to the turning propeller. Perhaps it may be easiest to imagine what happens by considering your hand when held in the air stream outside a moving automobile with the palm forwards compared to having the side of the hand forward. Because of this increased resistance, the static RPM will be lower than with the original propeller. The same thing will be true when full throttle, in flight RPM, is compared to that of the standard propeller at a similar altitude and temperature. This will reduce takeoff performance of any aircraft. Using the earlier example, the engine was rated at 180 horsepower at full throttle and 2700 RPM. Now, in spite of applying full throttle, the increased resistance reduces the maximum attainable RPM to something less than 2700. As a result of not developing the rated 2700 RPM, the engine also will not develop the power for which it was rated. Since maximum power is less than full rated, aircraft performance will suffer.
This should be considered before a fixed pitch propeller is chosen or exchanged for a different model.
At this point we must return to the original question. Why does the engine require more fuel with the cruise propeller? It is an accepted fact that the cruise propeller is more efficient for cruise operation, so it would not be unusual to follow this line of thinking. Seventy-five percent of rated power, using the original propeller at sea level and standard temperature, required a throttle setting to achieve2450 RPM. Therefore, without more thoughtful consideration, it seems logical that the cruise propeller might also be set for 2450 RPM when 75% power is desired. Of course there is an increase in performance, but this can be attributed to the more efficient cruise propeller. Next comest he realization that the improved cruise performance isn't all efficiency. Instead of 9.8 gallons of fuel, the engine is now using a greater amount of fuel per hour. For purposes of this illustration, let us assume that the number is 11 MPH. By reversing the mathematics used earlier, it is possible to estimate the horsepower and percentage of power actually being used as a result of operating the cruise prop at 2450RPM with a best economy fuel air mixture.
11 MPH X 6 lbs. per gallon = 66 pounds
66 pounds / .435 BSFC
= 151.7 horsepower
151.7 HP 180 rated HP = 84.3% of power
Assuming a fuel usage of 11 gallons per hour for this problem provides a reasonably realistic example of the change that a different fixed pitch propeller might create. It also illustrates the need for pilots to change their habits when propeller is changed. In addition to the change of habits, the discussion shows a real need to reevaluate the takeoff, climb, and cruise performance of an aircraft if the fixed pitch propeller is changed for a different model.
Another very important point concerns leaning. Remember that Lycoming recommends leaning to best economy only at 75% of rated horsepower or less. It is very possible that leaning to roughness or to peak on the EGT gauge could cause serious damage if the engine is actually producing more than 75% of rated horsepower as shown in this illustration.
With this information as background, it is easy to see that setting a desired power with a fixed pitch propeller can only be accomplished if the pilot has a chart that applies to the specific aircraft/engine/propeller combination. Although the power chart for a new aircraft may come from data obtained by test flying with a calibrated torque meter, a fairly accurate chart can be derived for any fixed pitch propeller and engine combination. Briefly, this is done by finding the maximum available RPM at any particular altitude and applying data from the propeller load curve.
To conclude, the purpose of this article is to make readers more aware of some operational aspects of the fixed pitch propeller. Usually it is only necessary to accept the material provided by the airframe manufacturer and to use the engine/propeller as directed. If a propeller change is made, or on those rare occasions when we question the power available to the propeller, the material presented here could prove to be helpful.
Induced Engine Damage
From time to time a field service report states that an engine has damage. After further examination of the engine, this damage may be classified as "induced damage." To clarify what is meant by this term, induced engine damage is a failure or unsatisfactory condition which results from operational or maintenance practices employed after the engine is placed in service. Although there are a variety of conditions which may fall into the induced damage category, this article will discuss two particular types of failure and the circumstances which can induce them.
Examination of an engine that is reported to have low compression, loss of power, erratic operation, metal contamination, or even complete engine stoppage may resulting a determination that pistons are burned or valves stretched. (Stretched valves are sometimes said to be tuliped.) These two types of damage can be initiated in an umber of ways, but the chain of events is often the same;detonation is followed by preignition and the engine damage has begun. To prevent burned pistons and tuliped (or stretched) valves, action must be taken to eliminate the possibility of detonation and preignition.
Detonation is a phenomena which can occur in any internal combustion engine. The possibility of detonation cannot be completely eliminated. By definition, detonation is a violent explosion. When used with reference to a spark ignition internal combustion engine like the Textron Lycoming aircraft piston engines, detonation indicates abnormal combustion. Essentially, detonation is an uncontrolled explosion of the unburned gases in the engine combustion chamber. Some engines are more susceptible to detonation than others. For example, turbocharged engines are more susceptible than similar non-turbocharged models and engines with higher compression ratios are more likely to exhibit detonation than engines with lower compression ratios.
Detonation may occur in an aircraft engine as a result of maintaining a manifold pressure that is too high for the specific engine speed and mixture setting being used. The engine power (i. e. speed and manifold pressure) and mixture settings recommended in the Pilots' Operating Handbook POH) for a particular aircraft model have been determinedly a detonation survey. These surveys use special instrumentation to detect and record detonation as it occurs. Based on these surveys, the detonation limiting conditions are defined. Data from the surveys indicate that detonation occurs in varying degrees; it is sometimes possible to operate an engine for relatively long periods in the first minor phase of detonation without inducing damage. Textron Lycoming does not recommend or condone engine operation which even approaches conditions which might cause detonation. The laboratory quality equipment used for the detonation survey is not practical for use in an aircraft engaged in formal flight operations. Without this equipment, the pilot may not know that detonation is occurring, and it is impossible to establish the fine line between the first phase of minor detonation and the detonation magnitude which induces preignition and/or engine damage. For this reason it is imperative that power and mixture recommendations of the POH be carefully observed.
Preignition is a circumstance that causes destructive engine damage and will be examined here briefly. MostLy coming engines are designed for ignition of the fuel/air mixture at 20 crankshaft angle degrees before the piston reaches top dead center during the compression stroke. Some engine models specify ignition at 18, 23, or 25 degrees before top dead center. If ignition of the fuel/air mixture occurs before the scheduled point in the operational sequence of events, preignition exists and the compression stroke continues as the burning fuel/air mixture is trying to expand. This subjects the combustion chamber and pistons to temperatures and pressures far in excess of those experienced during normal combustion. These excessive temperatures and pressures cause damage to pistons and valves. In some cases both burned pistons and stretched valves will be found in an engine which has been subjected to preignition.
Considering the millions of hours flown each year in piston powered aircraft, engine damage from detonation and preignition is quite rare. The infrequency of the happening means little if your engine is the one affected. Therefore it seems appropriate to look more closely at some of the factors which lead to detonation and preignition.
The possibility of over boost is a characteristic of all supercharged and turbocharged engines. Generally, over boost means the application of manifold pressure which exceeds the limit specified by the manufacturer. Early versions of the manually controlled turbocharger allowed quite a few pilots to inadvertently induce damage by over boosting: With this system, the turbocharger wastegate was normally left full open for takeoff; full throttle would produce 28 to 30 inches of manifold pressure. After takeoff at full throttle, gradual closing of the wastegate would slowly increase turbocharger speed and manifold pressure to maintain climb power to cruise altitude or to the critical altitude of the engine. The system worked fine until the wastegate was inadvertently left in the closed position. If the pilot then applied full throttle for takeoff or a go-round, it could produce 60 inches or more of manifold pressure and failure of the engine.
More recent turbocharger installations usually include pressure relief valve and/or an automatic wastegate control wwhich helps to avoid the possibility of over boost. Even with these protective devices, it is still possible to over boost by rapid throttle operation and/or inattention to limiting manifold pressures at low engine speeds.
Automatic controllers may not be capable of preventing overboost if full throttle operation is attempted before engine oil is warmed up sufficiently. Textron Lycoming Service Bulletin 369I addresses the problem of over boost and recommends, depending on the severity and duration of the over boost, a log book entry, engine inspection, or complete engine overhaul including replacement of the crankshaft.
As stated earlier, ignition of the fuel/air mixture must take place at precisely the right time. A spark plug which has been dropped, or damaged in some other way, may induce preignition by causing a "hot spot" in the combustion chamber which self-ignites the fuel/air mixture. This could also occur from use of un approved spark plugs. Flight with defective magnetos or flight in excess of certified aircraft limits may allow cross firing within the magneto, improperly sequenced ignition of the fuel/air mixture, and engine damage. Proper magneto to engine timing is also an important factor. The timing is affected by wear and therefore should be checked and reset at specified intervals. Regular, meticulous spark plug and magneto maintenance will help to avoid preignition and possible engine damage from these sources.
Although over boost and incorrect ignition timing are causes of induced engine damage, this damage can often be attributed to fuel and the fuel/air mixture. The first problem related to fuel is simply having improper fuel in the aircraft tanks. A piston powered aircraft refueled with jet fuel would have a fuel blend with greatly reduced octane level. A piston engine should not be started when even small amounts of jet fuel have been added to aviation gasoline because engine contamination and detonation are likely; attempted flight under these conditions will certainly result in destructive detonation and preignition. The use of 80 octane aviation fuel in an engine certified for boo octane aviation fuel will produce similar results.
The lubricating oil may be a source of octane reducing fuel contamination. Excessively worn piston rings may allow enough oil into the combustion chamber to dilute the fuel/air mixture. The dilution will reduce the octane rating of the fuel and can lead to detonation and engine damage. While this scenario is not entirely typical of the engine that uses large amounts of oil because of worn or broken piston rings, it impossible for this situation to occur.
Even the use of boo octane fuel in an engine in good mechanical condition does not eliminate all the possibilities of induced engine damage. Most engines operated at takeoff power or at a power setting in the high cruise range need relatively rich fuel/air mixture to help cool the engine and reduce possibilities of detonation. Since lean fuel/air mixtures and high power settings promote detonation, it is recommended that Lycoming engines not be leaned at power settings which produce more than 75% of rated engine power unless this operation is approved in the OH. The pilot, by simply leaning the mixture excessively at power settings above the cruise ranges, may be responsible for inducing the detonation and preignition which leads to tuliped valves and burned pistons.
And finally, a small amount of dirt in the fuel system may be responsible for clogging a fuel injector nozzle or nozzles. A partially clogged fuel injection nozzle will reduce fuel flow to that cylinder and will cause a lean fuel/air mixture. A nozzle which is partially clogged in an aircraft that has a pressure operated fuel flow indicator will cause that indicator to display a higher than normal fuel flow. Leaning in an attempt to correct the high indicated fuel flow will result in an even leaner mixture in the affected cylinder. Again it is possible that a burned piston or tuliped valve will be the final result.
Understanding and avoiding those factors which lead to induced engine damage is certainly preferable to the discovery of tuliped valves or burned pistons in your engine. This entire discussion is aimed at promoting an understanding which will allow pilots and maintenance personnel to direct their efforts to those elements which will reduce the possibility of induced engine damage. Observing the refueling of the aircraft and checking the fuel system for indications of contamination are tasks expected of the pilot. Meticulous management of power and fuel/air mixture as recommended by the OH is also a pilot activity which will enhance the possibility of avoiding induced damage.
Maintenance personnel play an equally important role. Troubleshooting a fuel injected engine for rough idle may lead to the cleaning or changing of partially clogged fuel injector nozzles. Damage could result if the engine were operated at takeoff or climb power with reduced fuel flow Boone or more cylinders. A close check of magneto timing and magneto condition at regular inspection intervals will help to insure the continued satisfactory operation of any engine.
There are some "after-the-damage" factors that maintenance personnel should consider. Suppose that a power loss has been reported. A compression check reveals low compression; a stretched or tuliped valve may be found. This is an indication that the engine has experienced detonation and preignition. A horoscope examination should be conducted to see if a piston has been burned. A burned piston often results in damage to cylinder walls and piston skirts; it also may contaminate the engine with metal particles. There is no healing process for this damage. In some cases it is possible to repair the engine by removing the metal contamination from the engine and oil system, including the oil cooler, and by replacing all damaged parts, but often it is necessary to replace the entire engine. If an engine is to be repaired, it must be remembered that repairing the damage is not enough; the cause of the malfunction which induced detonation and preignition must also be found and corrected. Did a magneto malfunction produce ignition outside the normal firing sequence? Were manufacturer-approved spark plugs installed in the engine? Did a cracked spark plug induce preignition? Was an approved fuel used, and if so, is there evidence of fuel contamination? Whatever the malfunction, it must be corrected along with the damage or the same problem could re occur.
To conclude, induced damage in the form of tuliped valves and burned pistons can usually be avoided by understanding the sequence of events which lead to this form of engine damage. Careful attention to detail is required of pilots and maintenance personnel. Compared to the expense of repairing or replacing a damaged engine, it is worth the time and effort necessary to avoid induced engine damage.
The Whistle Slot
We often tend to believe - what we know, everyone knows. While participating in a flight instructor refresher recently, a young lady from Maine provided a reminder that this is often not the case.
This lady and her husband fly in Maine throughout the year. During the winter, they and their aircraft are frequently exposed to extremely cold temperatures During the past winter, they had an unfortunate experience. The end of the engine breather tube froze over, a pressure build up occurred in the crankcase, and the crankshaft nose seal ruptured. The oil leak that resulted covered the aircraft with oil from nose to tail. Fortunately, a safe landing was made before all oil was lost.
As she related her story, another flight instructor quickly indicated that he had also experienced the same problem several years earlier. The safe landings in both cases are good news. The bad news is the expense incurred to repair the engine.
An incident like this is preventable, and for that reason ibis important that we repeat ourselves from time to time. We should not assume that everyone knows about the "whistle slot" or other methods of insuring adequate crankcase venting.
First, the cause of this incident. Moisture is expelled from the engine crankcase through the breather tube which often extends through the bottom of the engine cowling into the air stream. Under very cold conditions, this moisture may freeze and continue a buildup of ice until the tube is completely blocked.
It is normal practice for the airframe manufacturer to provide some means of preventing freeze-up of the crankcase breather tube. The breather tube may be insulated, it may be designed so the end is located in a hot area, it may be equipped with an electric heater, or it may incorporate hole, notch or slot which is often called a "whistle slot." The operator of any aircraft should know which method is used for preventing freezing of the breather tube, and should insure that the configuration is maintained as specified bathe airframe manufacturer.
Because of its simplicity, the "whistle slot" is often used. Although the end of the tube may extend into the air stream, a notch or hole in the tube is located in a warm area near the engine where freezing is extremely unlikely. When breather tube with whistle slot is changed, the new tube must be of the same design. Replacing a slotted tube with a non slotted tube could result in an incident like the one described by the lady from Maine.
The Flyer may have carried information on this subject in the past, but the reminder from someone who had an unfortunate incident prompted this story. Preventing possible freezing of the crankcase breather tube by use of a whistles lot or other means is an important little detail which all four readers should be aware of. Many may benefit from the knowledge.
Welding Is Not Recommended
If you are told that a cylinder head on your engine should be welded because of a crack, think long and hard about the step you are about to take. The argument is that it is less expensive to recondition a cylinder head than to buy a new one. This is true when the only consideration is getting your aircraft back in the air as cheaply as possible. For the long run, welding the aluminum parts of an aircraft engine tore pair cracks may not be a permanent solution, and may cause you many headaches.
The recommendation to replace rather than weld is based on years of experience and thousands of examinations in the Textron Lycoming Metallurgical Laboratory. Based on this experience, the vast knowledge of the individuals who working this Met Lab should not be ignored. The brief explanation that follows will attempt to relate some of this experience and to explain why welding is not generally recommended.
Starting with two very basic but critical items in the welding process, we look at the material to be welded and the welder. The material is an aluminum alloy, and it takes more than just a very good welder to successfully weld aluminum. The experience in qualifying welders at the factory shows that only the most outstanding can pass the annual FAA qualifying examination for Aircraft Certified Welder. Even a good welder may leave tungsten in the weld. This causes it to be unsatisfactory.
Even an expert welder with complete knowledge of the aluminum alloy material cannot assure a satisfactory weld DNA cracked engine part. There are many inherent pitfalls over which the welder has no control. Cylinder heads are made of aluminum alloy. Cracks sometimes occur inside the dome area. The metallurgists consider repair by welding to be absolutely foolish, and their experience provides them with good reasons. The surface area in the dome is affected by thermo chemical attack_to put it simply, corrosion. This corrosion is a form of oxidation that will not fuse properly during welding. It is not practical to remove all of the corrosion because this would entail re machining the entire interior surface which would change the designed compression ratio of the engine. In, an effort to weld this area, those who do it make an effort to clean the crack thoroughly. Unfortunately, this is of little help because the area adjacent to the cleaned out crack will still be affected by thermo chemical attack. Because this corrosion will not allow the weld to fuse completely, new cracks are almost certain to occur.
Thermo chemical attack is not something we can see. To the novice, a welded crack in a cylinder head may look great. It may not even be possible to identify the weld. But when the part is dissected by a metallurgists for examination under high-powered microscope, the weld, the poor fusion, and cracks around the weld are immediately identified.
Based on this explanation, readers should now understand why Textron Lycoming does not recommend the welding of cracks in cylinder heads. These cracks usually occur as the result of fatigue over long hours of use, and the odds of achieving long-term satisfaction by welding are extremely remote. If you are buying an aircraft, watch outfox the engine with reconditioned cylinders that have been repaired by welding, and if you own an engine which has experienced cracks, remember that you probably are wasting money by having those cracks welded. Experience has shown that replacement of these parts is likely to be most economical and is likely to cause fewer headaches over the long run.
Look What They Are Doing To Our Engines
Modification of aircraft, and the engines that power them, is a very popular activity today. Magazine articles frequently tell us of the wonderful changes which occur when a modification has been incorporated; unfortunately, these articles and those who develop and sell modifications often do not touch on the detrimental side effects which may result from the modification. Without question, there are modifications which are well engineered and which provide positive benefit. The problem is that when we get excited about the prospects of the benefit side, we tend to forget that there is no free lunch - we don't get the benefit for nothing. The purpose of this discussion is to point out some of the hidden problems and costs of engine modification.
Before getting to specifics, it would be well to establish aback ground for this discussion. Think for a moment about how heavily you rely on that Lycoming engine every time you fly. How can you be so comfortable, and so sure the engine will continue to give you power for flight hour after flight hour? Isn't it the excellent reputation of the company, and the solid engine that you place your confidence in? This does not mean that absolute perfection has been achieved. Any mechanical device may malfunction, wear out, or at some time cause a problem for its owner. All of these things may occasionally apply to a Lycoming reciprocating engine, but we know that any problem we experience with a factory engine will probably not be life threatening.
Did this reputation for reliability just happen? No, it is the result of more than 60 years of experience with aircraft engines. That does not mean that the same individuals who engineered the Lycoming engines of the 1930s and 1940s are still at Lycoming. It does mean that their experience has been passed on. What has been learned from thousands and thousands of hours of test-stand running and engineering flight tests over all of those years provides a solid data base of knowledge which is used to insure that a certified Lycoming engine is a safe and reliable device when operated and maintained as recommended by the manufacturer.
With this background, take a look at some of the modifications being advocated today: for example, "Change pistons and increase the compression ratio of the engine."This does increase the horsepower an engine is capable of producing. It is a tactic Lycoming engineers have used forbears. Any Lycoming engine with a compression ratio of8.00:1 or higher requires 100 octane aviation gasoline and has undergone extensive flight testing to establish an adequate detonation margin.
An individual or company who proposes to make your engine more powerful, by whatever means, will usually concentrate on selling the benefits the modification will bring. You have an airplane powered by a Lycoming 0-235K, L, or M engine, for example, and are told that by simply changing the pistons it will be possible to get your aircraft off the ground more quickly, to climb faster, and to cruise faster. This sounds wonderful, and it is true. You ask, why didn't Lycoming make the engine like this to start with? Well remember this, it was made that way, but it proved to be less than satisfactory.
By looking at the engine model certification sequence, we find that the 0-235-engine started as a low compression engine. The C and E models had a compression ratio (BR) of6.75:1 and used 80 octane aviation gasoline. Knowing that higher compression ratios (BR) increase engine efficiency and that 100 octane fuel would help to prevent detonation at the higher BR, Lycoming certified the 0-235-F and G models in 1971. The 9.70:1 CR gained 10 horsepower, allowing the new models to be certified at 125 HP. It did not take long to find that although these engines ran well in the test cell, installing them in aircraft and turning them over to pilots in the field produced poor results. Failure to follow critical fuel management procedures resulted, in some cases, in detonation, preignition, and burned pistons. Not many of these engines were installed in airplanes.
The next step for Lycoming was to find a compromise between a 6.75:1 and a 9.70:1 BR which provided acceptable performance and increased detonation margin. The testing which followed led to certification of the 0-235-K, L, and M series engines with a CR of 8.50:1. When the recommended 100 octane aviation gasoline is used in these engine models, burned pistons are rarely ever encountered.
The 0-235 is just one example of an engine being modified to something Lycoming engineers already know will demand much closer attention to proper operating technique than the original. An individual called the factory recently and said that he intended to modify a 290 horsepower IO-540 engine by replacing the 8.70:1 CR pistons with 10.00:1 CR pistons. This engine would certainly produce more horsepower, but there are at least three problems. First, the modified engine would not be a certified model and therefore could only be used in an airplane which is operated in the EXPERIMENTAL category. Second, the engine would require a full rich mixture setting over much of its operating envelope in order to avoid detonation. And third, Lycoming models certified for more than 290 horsepower are designed with a heavier crankshaft. Both the higher horsepower with the lighter crankshaft and the increased exposure to detonation make the engine less reliable. This is a modification which is unacceptable in view of Lycoming experience.
The point of this discussion is to show our readers that Lycoming, as a company, has expended a great deal of effort, and has gained a great deal of experience. The results engine models which generally can be expected to operate reliably as they are certified. When it is suggested that one of these engines should be modified by installing high compression pistons, remember that it was done years ago with poor results. When a modifier with much less experience than Lycoming proposes a change that is almost certain to produce the same poor results, Lycoming is concerned for the engine owner who may believe that this simple change can have no harmful effect.
Another favorite modification is the add-on turbocharger. Are there benefits which become available when this is done? Of course, and anyone who might consider adding turbocharger will be well aware of those benefits as well as the price of the installation. But will they be aware of hidden costs, such as the possibility that a turbocharger may cause problems which will void the engine warranty, or that modifications to any engine invalidate manufacturer TBO recommendations? At first glance, these policies may seem somewhat unfair to the engine owner who wants to add turbocharger. But again, the engine manufacturer must rely on the lessons learned from many years of experience.
The first Textron Lycoming model to be turbocharged was FAA certified in 1961. Since that time, about 60 additional turbocharged engine models have been certified. The factory turbocharged engine has a number of design features not usually included on factory-built, normally aspirated engines. These features are incorporated to help the engine withstand the additional heat and pressure generated by the turbocharger and to reduce the possibility of detonation. Low compression pistons help to deal with detonation. Valves and valve guides are made of materials that are more heat resistant. Heat is also carried away from the pistons by oil that is delivered to the back of the piston by oil squirts placed in the engine especially for this purpose. And finally, before an airframe is certified with any factory engine, the fuel flow and detonation characteristics of that engine are carefully checked. This detonation survey insures that power settings specified in the Pilots Operating Handbook provide an adequate margin so that detonation and associated engine damage will not occur under any normal operating circumstances.
When a Supplemental Type Certificate (STC) is issued to allow addition of a turbocharger to a Lycoming engine, the high-compression pistons usually stay in the engine and oil squirts are often not available for cooling. On the surface, it may seem that maintaining a manifold pressure of 30 inches or less should cause the engine to operate about the same Ada normally aspirated engine. In fact, the engine runs much hotter because the turbocharger heats the air as it compresses it. Because the turbocharger must work harder and harder as the air becomes less dense with an increase in altitude, the engine may run very hot during climb and during cruise at altitude. The hot running engine with high compression pistons must depend heavily on excess fuel for cooling; this makes correct leaning a critical pilot task. Over the years, Lycoming has received numerous reports of burned pistons in engines that have field installed turbocharger. From this, and for the reasons stated earlier, it has been concluded that in many cases there has been no detonation survey or the survey did not provide enough data to establish reliable power setting and leaning procedures. It can be very expensive to learn about the detrimental effects turbocharger may have on an engine after the installation is already in your airplane.
If you are considering the addition of a turbocharger to your Lycoming engine, be prepared to ask a lot of hard questions (a list is printed with this article) before putting your money and your engine on the line. You.can help yourself by obtaining a copy of FAA Advisory Circular 23.909-1. The subject of this AC is "Installation of Turbochargers in Small Airplanes with Reciprocating Engines." This circular reinforces previous paragraphs of this article when it states that "induction air temperature may become critical at altitude because of the increased compression of air required" and "the addition of the turbocharger to an engine not specifically designed for it may affect carburetor inlet and induction air temperature to APPRECIABLY REDUCE THE DETONATION MARGIN." Several other related items in the AC include such statements as detonation characteristics may be unsatisfactory, a new recommended overhaul period should be established, the standard diaphragm type fuel pump is not adequate to supply a turbocharged engine with fuel under all operating conditions, and the change in the engine power to altitude relationship should be evaluated to determine if propeller certification is valid.
Advisory Circular 23.909-1 also mentions the installation of an inter cooler, another popular addition to the turbocharged engine installation. The AC warns of several items/ that must be considered when an inter cooler is installed. It recommends careful evaluation of changes to engine power, cooling characteristics, operating limits, and operating procedures. It also states that addition of an intercooler is likely to significantly affect engine horsepower.
If engineered and controlled properly, an intercooler installation can provide benefits such as a cooler running engine and higher altitude capability. Engine owners should be wary of an add-on intercooler installation from which improved takeoff and climb performance are claimed. Only increased power can improve takeoff and climb performance, and this would indicate that rated engine powers being exceeded as a result of the power generated from cooler induction air. To stay within the FAA certified limits for the engine, manifold pressure and/or RPM settings may need to be reduced when an inter cooler is installed. The exact power settings to be used can only be determined by extensive in-flight testing and careful torque meter measurement of the power being produced. If this is not done, the reliability of the engine becomes questionable. This is the reason that Textron Lycoming Service Instruction No. 1009 states, "Reliability and average service life cannot be predicted when an engine has undergone any modification not approved by Textron Lycoming."
Polishing and porting is yet another fad which is receiving a great deal of attention these days. If you are sold on the idea that this type of engine modifying is done in automobile racing circles all the time, consider that the Boon an automobile racing engine may be less than 100 hours;would you be satisfied if that were all you could expect from your aircraft engine? Magazine advertisements have claimed that cylinder porting will add five horsepower per cylinder. If the added five horsepower per cylinder is a fact, this engine is outside its certified limits and would be illegal except in an experimental category aircraft.
What modifications can be made to a cylinder to achieve the power increases that are claimed? Polishing alone might improve airflow and efficiency slightly, but it is not likely that this improvement would change the power of the engine enough to be noticeable in the aircraft performance. To go a step further, if the cylinder head ports were ground out just a bit, a larger charge of fuel and air would generate additional power. Again, this kind of change would affect the legal certification of the engine. It would also affect reliability because less material in the cylinder head results in reduced strength. A recent report in the aviation press indicates that at least two sets of cylinders subjected to this procedure were found to be unairworthy when inspected by A & P mechanics and FAA inspectors. One of these sets of cylinders had been flown at least through a normal engine break-in period. Cracks were found in the port areas of these cylinders when they were inspected.
To conclude, this article is not intended to discourage innovation. It is meant to educate readers who can easily see and understand the benefits of an engine modification, but who may not be aware of the effect a modification can haven reliability and life expectancy of the engine. Years of experimentation and thousands of engines in the field have given Lycoming engineers and service representatives an excellent knowledge of what will work, and what will network. This knowledge comes from problems and failures as well as successes. It is from this experience that reliable engine models are developed. The information shared in this article is provided to help engine owners. If you own Lycoming engine and are contemplating a modification of any kind, use the list of questions provided to help get all the facts. Be sure you are completely satisfied that the modification will leave you with an engine which is legal, safe, and reliable.
Questions To Ask The Engine Modifier
As stated in the companion article "Look What They Are Doing To Our Engines," a Lycoming engine owner should ask questions before agreeing to an engine modification. The purpose of this brief discussion is to provide background and specific questions. The various modifications have one item in common_they generally propose to improve some or allot the aircraft performance envelope. This generally translates to getting more power from the engine than it was designed for. As a result, there are similar questions to basked about each of the various types of modifications. These may help you:
GENERAL1. Will the modification cause the engine to produce more horsepower? How much?
2. If the answer to No. 1 is no, why modify?
3. If the answer to No. 1 is yes, is the modified engine legal for the aircraft in which it was originally certified?
4. Has the modification been tested thoroughly enough so that the modifier can define a reduced TBO? Has the new TBO been stated in writing,?
5. Will the modifier pick up warranty on the engine after it is modified? What are the terms of that warranty and are they stated in written form?
COMPRESSION RATIO INCREASE1. Ask to see all data from the detonation survey.
a. Are detonation characteristics satisfactory?
b. How do fuel flow schedules compare with those
for the unmodified engine?
2. Since torsional vibration levels will be affected, was survey done to insure that new characteristics are acceptable?
a. If no survey was done - why?3. Was a survey done to determine the cooling margin during climb? Is the margin still sufficient?
4. Will a new power setting chart be provided?TURBOCHARGER ADD-ON
1. Has a detonation survey been done for your aircraft model?
2. Has a cooling climb survey been done for your aircraft model?
3. What does the data from surveys in question 1 & 2show? Ask to see the data and have it explained.
4. If engine power changes at any altitude, is the propeller certification still valid?
5. Does the modification replace the low pressure fuel pump with a fuel pump capable of delivering the higher fuel pressure needed for a turbocharged installation?
6. If your engine has a compression ratio higher than8.5:1, do leaning instructions reflect the critical fuel management procedures necessary to avoid detonation?
INTER COOLER ADD-ON1. Are new power setting charts available?
2. Do these charts recommend lower power settings to compensate for the additional power generated by cooler intake air?
If you are an engine owner contemplating an engine modification, these questions should be answered to your satisfaction since the reliability and longevity of your engine may be affected. Should you desire assistance or have questions about engine modifications, call Lycoming. We will be happy to provide assistance if possible. Lycoming engineering 717-327-7142.
Engine Balance
After certifying hundreds of flat, opposed cylinder aircraft engines, and after building more than a quarter million engines for general aviation, is it possible that Lycoming engineers have not learned what it takes to produce an engine that is properly balanced? Many engines have been tested over the years and a great deal of data is available to support the building of engines to factory specifications. To put it simply, the subject of engine balance is well understood by Lycoming and is a consideration in the design and manufacturer of all Lycoming engines.
These statements are contrary to what has been implied by several advertisements and magazine articles. Glowing reports have appeared in several industry publications; they say your Lycoming engine would be so much better if you would just take the time and spend the money to have it "custom balanced". The implication is that the manufacturer knows nothing about balancing an engine and simply throws the parts together without consideration of the importance of balancing. This is absolutely false. Lycoming engines are very carefully balanced to the degree that is necessary. They are not balanced to a point of absolute perfection because they run at relatively low speeds (compared to some automobile engines) and therefore do not require the degree of balancing being advocated by shops that deal in this specialty.
To justify this excessive emphasis on balancing, the automobile racing engine is often cited as another place where balancing is important. This is like comparing apples to oranges; the two types of engines are not the same. Atypical Lycoming direct drive engine is red-lined at 2700 or 2800 RPM while an auto racing engine may operate at more than three times this speed.
In order to delve into the subject a little deeper, several questions were directed to the Senior Analytical Engineer at Lycoming. His responses may help those who have doubts about the quality of engine balancing done at the factory.
Several Lycoming engine components are dynamically balanced. For non-engineers, that means that the proper balance is determined while the part is in motion; it is spinning as it would be during operation. These parts are the starter ring gear supports and the crankshaft. In addition, dynamic counterweights are statically balanced to control the location of the very critical center of gravity.
Balance also includes the control of weights for a number of moving engine components. Items such as piston pins, piston plugs, and piston rings are 100% machined to close tolerances that provide consistent weights. There are three types of piston plug, and although they are interchangeable, each type must be used as a set because of their weight difference. The weight of dynamic counterweights is also carefully controlled.
A second aspect of engine balancing is accomplished by matching some engine parts by weight. Pistons and connecting rods are in this category. Both of these parts are organized in matched sets, by weight, before installation in Lycoming engine. Should it be necessary to replace one of these matched parts during the service life of the engine, there is a system to keep the balance within specified tolerances. (See "Notes on Replacing Rods or Pistons" in the Maintenance Section of this book.)
Perhaps the engineering answer to other questions maybe enlightening_or to the non-engineers, confusing. The point is, Lycoming engineers are well aware of what is needed to make a Lycoming engine safe and reliable for the long TBO times that are recommended for these engines. Thousands of hours of engine testing followed by days and weeks of data analysis provide the basis for the Lycoming engine design.
The engineering answer as to why there is a need format aching and balancing of engine parts in this: "As a matter of sound design practice, matching and balancing components will load crankshaft bearings in a predictable manner and reduce the reaction loads at the engine mounts."Just as we suspected - right!
Since those engineers did such a good job on that last question, another was ventured, "Is there any danger or problem with additional balancing by non-factory activities?" Those of us who are pilots will understand some of the response, but it will take those who speak the language of engineering to comprehend the rest. Here it is: "There are occasions when dynamic balance of the prop/engine combination can provide reduced first order vibration, but additional internal balancing of Lycoming engines is not required nor recommended. The rotating and reciprocating masses of the six and eight cylinder opposed engines are inherently balanced. The rotating masses of the four cylinder opposed design are balanced. The reciprocating masses oft he four cylinder engine are not balanced as a vibratory inertia moment at second order exists in the plane of the cylinder center lines. Matching the weights of components closer will not reduce the second order moment. A redesign incorporating counter rotating lay shafts rotating at twice engine speed could be implemented.
"Additional internal balancing contributes little to engine smoothness, and it may even be harmful when material is removed from highly stressed parts of the engined"
To summarize, these are the points we have attempted to communicate by providing information about the balancing of Lycoming reciprocating engines. First, Lycoming engineers have acquired vast amounts of data through years of engine testing. This knowledge is used to insure that Lycoming engines are carefully balanced during manufacture. It is also used to formulate a system which allows satisfactory engine balance to be maintained when weight matched parts are replaced during the operational life of the engine. The engine balancing done by Lycoming impart of an organized system which is intended to provide high-quality product.
The second point is that additional internal custom balancing is not recommended by Lycoming. It simply is not necessary, and therefore engine owners would be well advised to save their money.
Fuel Injector or Carburetor
From time to time, there is a question about the advantages of a fuel injection system over a carburetor. That is probably the wrong way to approach the matter when therein a choice to be made. Each of these methods of fuel metering has its own unique set of characteristics. It may be helpful to consider the advantages or disadvantages of each system.
First, consider why we need a carburetor or fuel injectors a part of any engine. Both devices provide a means of delivering a metered amount of fuel to be mixed with measured volume of air. This is necessary because combustion can only occur when the air/fuel mixture falls within a given range. The extreme outside limits of this range are approximately 20:1 at the lean end and 8:1 on the rich end. For practical purposes, the operational air/fuel mixture range for most air cooled Lycoming engines will fall between 16:1 at lean and 10:1 when operating at full rich. Obviously, both the fuel injector and the carburetor are capable of metering within these limits.
The float type carburetor is a device which mixes fuel with air and has been used for many years. It has the advantage of being relatively simple. There is no diaphragm or springs - in general, very few moving parts. Installation on the engine is simple. All of this adds up to the significant advantage of being the least costly method of fuel metering. One additional item should also be considered. The fuel lines to a carburetor are large enough that there is little chance oft hem becoming clogged by the very tiny particles of foreign matter that may be found in the fuel.
Along with these advantages, the disadvantage frequently attributed to the carburetor is its inherent capability for developing ice in the vicinity of the throttle plate. For the pilot who understands and recognizes carburetor icing, this disadvantage is of little consequence since all certified aircraft are required to have a carburetor air heating system which will prevent or eliminate icing.
Since the fuel injector is more complex and expensive than a carburetor, why should it be considered? Because the fuel injector has its own set of advantages which in some cases are worth the additional cost.
First, the fuel injector causes air and fuel to be mixed at the cylinder intake port. Therefore, the refrigeration type icing that occurs in a carburetor venturi when fuel vaporizes in moist air cannot happen when a fuel injector is used for fuel metering. Many pilots consider this to be a significant advantage.
The primary characteristic of the fuel injector is improved fuel distribution to each cylinder. This feature reduces the possibility of one cylinder operating at a very lean air/fuel mixture while another may be operating near the rich end of the mixture scale. The improved distributional lows leaning that results in slightly lower overall fuel consumption. This is of particular value in the higher horsepower engines where saving a small percentage of the fuel being burned may result in a significant dollar savings.
Finally, the fuel injector will meter fuel regardless of its attitude while a float type carburetor can only operate in an upright position. This advantage, of operating in any attitude, makes the fuel injector an ideal fuel metering device for the engine that is designed for aerobatics.
The "Same Engine" Myth
Questions that frequently are asked of Lycoming sales personnel, engineers, and technical representatives indicate that there is a myth regarding Lycoming piston engines. This myth seems to be prevalent among aircraft owners and aviation writers. In the minds of these individuals, each Lycoming engine series is essentially the same. For example, all 360 cubic inch displacement engines are inherently the same except for differences in fuel metering or turbocharging. The idea that these engines are the same is false. A few specific examples may help to put this myth to rest.
Lycoming builds O-320 engines that produce 150 HP or 160 HP. The 150 HP O-320-E series engines operate at compression ratio of 7.0:1. The O-320-D series has high compression pistons which raise the compression ratio to 8.5:1, and increase rated output to 160 HP. Those who believe that the pistons are the only difference in these engines will be disappointed when they plan to upgrade their O-320-E to the higher horsepower by simply changing pistons. Many models in the O-320-E series were designed for the purpose of keeping the cost down. Thousands of these low compression engines were built with plain steel cylinder barrels instead of the nitrided barrels used in the O-320-D series engines. They also had two narrow bearings instead of one long front main bearing. The engines were certified at 150 HP and were not intended to withstand the additional stress of higher horsepower.
Because of the similarity in designation, it would be easy to believe that the 0-360-A1A and the I0-360-A1A are the same engine except that the first engine has a carburetor and the second a fuel injection system. Here are some features of each engine for comparison. The O-360-A1A has a bottom mounted updraft carburetor, parallel valves, 8.5:1 compression ratio, and produces 180 HP. The IO-360-AlA features a horizontal front mounted fuel injector, angle valves, 8.7:1 compression ratio, and is rated at 200 HP. The IO-360-A1 also incorporates these design items which are not included in the 0-360: piston cooling nozzles, stronger crankshaft, tongue and groove connecting rods with stretch bolts, tuned intake system, and rotator type intake valves. There are actually few similarities except for the 360 cubic inch displacement.
There are individuals who have suggested that by putting 10:1 compression ratio pistons in an I0-360 engine, it could be the same as the HIO-360-D1A. These are some characteristics of the HI0-360-D1A helicopter engine that can be compared with the data on the I0-360 listed in the previous paragraph. To start, the HIO has conical rather than dynafocal mounts. The main bearing is a thick wall bearing instead of the thin wall, high crush bearing used in the IO-360. Other differences include: crankshaft designed for small crankpins, high speed camshaft, rear mounted RSA7AA1 fuel injector, large intake valves, and torsional vibration damper magneto drives.
Finally both the Navajo engines and the new turbocharged Lycoming used in the Mooney ELS are equipped with differential and density controllers that automatically set the maximum allowable horsepower when the throttle is advanced fully for takeoff. Some who have not taken the time to compare these engines have jumped to the conclusion that the TIO-540-AF1A which powers the Mooney TLS is simply a derated Navajo engine. This conclusion could hardly be more inaccurate. The most obvious difference, even to the complete novice can be seen by looking at the rocker box covers. The TIO-540-AF1A is rated at 270 HP and has parallel valve down exhaust cylinders. The Navajo series has three engines at 310 HP, 325 HP, and 350 HP. All have cylinders designed with up exhaust and angle valves. Other differences respectively in the 270 HP AF1A and the Navajo series engines are: small main bearing instead of large main bearing, 8.0:1 compression ratio rather than 7.3:1, inter cooled and nonintercooled, pressurized Slick magnetos versus Bendix/TCM magnetos, and an RSA5AD1 fuel injector in place of the RSA10AD1 injector. There are some other differences, but those comparisons listed should convince even the most skeptical that these engines are vastly different.
By making comparisons of various parts and accessories used in engine models which some individuals have considered to be much the same, it is possible to illustrate the differences. Although some Lycoming models are closely related, this cannot be assumed. A review of the engineering parts list for each engine model by a knowledgeable individual is the only sure way of establishing similarities and differences. For those who may have been taken in by the myth that all Lycoming engines of a particular displacement are very much the same, you are now armed with a better knowledge of this subject.
The Unfortunate Choice
There are many who look for an aircraft engine on the open market. While there is nothing wrong with this approach to acquiring a needed powerplant, it sometimes results in a purchase that is an unfortunate choice . Perhaps a little information on the possible pitfalls may help to reduce the number of bad choices.
Individuals working on home-built aircraft are particularly susceptible to this type of error. At Lycoming, there have been many calls from people who grabbed an engine that seemed to be an exceptionally good deal - only to find that this "engine of their dreams" would not fit into the aircraft they are building.
Consider the circumstances which lead to these problems. The person looking for an engine is usually building an aircraft from his own plans or from a kit supplied by a kit manufacturer.
In the latter case, a particular engine model is often recommended. Finding that model engine available and forsake on the open market may be virtually impossible. Lycoming requires an exchange engine core of the same model for any overhauled or remanufactured engine ordered. Since the home builder is starting from scratch, there is no core to exchange. This means a new engine is the only readily available option; for many this option is prohibitively expensive.
As the airframe begins to take shape, obtaining a suitable engine may be reason for some concern and anxiety. When Lycoming 0-320, 0-360, or other engine with appropriate horsepower rating is found, there is a temptation to buy now and ask questions later. This could be a serious mistake.
The article "Low-Time Engine May Not Mean Quality and Value" that appears next in this booklet explains that old engines with low time are frequently affected by internal rust and corrosion. Any engine that is not used frequently should be preserved. The condition of the engine is just one of the items to be considered when acquiring a power plant in the resale market.
Other mistakes often involve the engine model. Unfortunately there are those who believe that all Lycoming 0-320 engine models are alike, and that all Lycoming 0-360 engine models are also very similar. The Lycoming certificated aircraft engine list shows 58 0-320 models and 51 0-360 models. While these engines may be similar in many respects, it is the differences that are likely to cause installation problems. These differences should be well understood before an engine is purchased.
What are the differences that may cause installation problems? The engine mounts should be considered. Older engine models were built with conical mounts that make installation somewhat easier, but which do not dampen engine vibration as well. With very few exceptions, engines certified during the 1970s and 1980s have dynafocal mounts.
Although the type of engine mount is not likely to be serious problem, the shape of the sump, the location of the carburetor, or an engine mounted oil filter may result in airframe interference which makes installation of a particular engine model difficult or impossible. Some aircraft, for example, do not have enough space between the engine and the fire wall for an engine mounted oil filter. In the case of an engine with a single unit dual magneto, there is nothing that can be done since the filter is a required part of the engine design. All Lycoming engines with two individual magnetos can be configured to operate without an oil filter. Should an oil filter and the space needed to remove it be the only problem in adapting this type of engine to an airframe, the filter and adapter can be removed and an oil pressure screen housing can be installed instead. Should this step be necessary, the recommended oil change interval1 is reduced to 25 hours. A second option would involve removing the filter from its standard location and mounting it remotely.
Engine to firewall is not the only area where space maybe limited. The sump is often tailored in size and shape tome et the requirements for a particular airframe. For that reason the home-builder may find that some engine models will not fit the plane being built because of interference. As if this were not enough to be concerned about, the carburetor or fuel injector location must also be considered. These fuel metering devices are frequently mounted under the engine inane updraft configuration, but there are also front and rear mounted configurations. Some engine models are equipped with horizontal carburetors. All of these variations in model may have an effect on engine/airframe fit.
Another error in choice which occurs all too frequently is the purchase of an engine originally designed for a high wing aircraft when the builder has a low wing design under construction. The low wing needs a fuel pump, but the high wing usually delivers fuel to the carburetor by gravity. In most cases a fuel pump cannot be added to the engine because the drive mechanism was not built in during engine manufacture and the accessory housing was not machined to allow mounting of a fuel pump.
As a result of contacts with individuals who have made engine purchases for their aircraft, we know that the variations in engine configuration outlined in this article have resulted in problems. The purpose of bringing these issues to the attention of Flyer and Key Reprints readers is to help them avoid making the same mistakes others have made. If a particular engine model has been recommended by a kit manufacturer, it is best to search out that model. Although similar, other engine models may not meet your needs. When buying a used engine in the open market, donor make an unfortunate choice_get it right the first time.
Low-Time Engine May Not Mean Quality and
Value
Reading the "Aircraft for Sale" advertisements can be interesting and misleading. As aviation-oriented people, ware conditioned to look for certain bits of information which we believe will allow us to evaluate the product offered forsake. In the case of airplanes, this information can generally be segregated in three categories_airframe, avionics, and engine. For purposes of this article, you are on your own with respect to airframe and avionics. There does seem to be information on engines which cannot be emphasized too strongly.
Engine information is usually provided as hours of operation since new or from some major maintenance event. For example, 700 TTSN would indicate that this aircraft and engine have been flown for 700 hours since new from the factory. Other, but not all, engine related abbreviations include SMOH (hours since major overhaul, SPOH (hours since prop overhaul), STOP (hours since top overhaul), and SFRM (hours since factory remanufacture). Assuming that the recommended TBO of the engine being considered is 1800 or 2000 hours, it would appear that hours of use in the 400 to 800-hour range would automatically make this engine a very valuable commodity. Unfortunately this is not always true, and therefore an advertisement like those discussed earlier may state numbers and facts which are absolutely correct, but still misleading.
Consider a situation which occurred recently. Lycoming IO-360 engine with less than 700 hours since new was reported to be using oil at the rate of two-thirds quart per hour and losing oil pressure during flight. On closer examination, it was determined that deterioration and wear had caused metal contamination throughout the engine. An engine overhaul was necessary and it included replacement of items such as the camshaft, oil pump gears, and pistons. Why should an engine with less than 700 hours since new bean this sad state?
It should be apparent that the number of hours the engine has operated is only part of the story. We need to know all the facts if we are to understand what may have happened tot his normally reliable engine, and also if we are to determine the value of a low-time engine in a are-owned airplane.
The engine with metal contamination and less than 700 hours of operation had been installed brand new from the factory - MORE THAN 12 YEARS before. The engine logbook shows that during the first 10 years of service this engine had averaged less than four hours of flight time each month. Chances are excellent that there were some months when the engine was not flown at all.
Textron Lycoming Service Instruction No. 1009 states that the recommended TBO is based on the use of genuineLy coming parts, average experience in operation, and continuous service. Continuous service assumes that the aircraft will not be out of service for any extended period of time. If an engine is to be out of service for longer than 30 days, it should be preserved as specified in Textron Lycoming Service Letter No. L180. Service Instruction No. 1009 also states that because of the variations in operation and maintenance, there can be no assurance that an individual operator will achieve the recommended TBO.
The point of this discussion is simple. A low-time engine may not add value to an aircraft, and the buyer should beware of all factors which may affect the condition and value of the engine. An engine which is not flown frequently is subject to deterioration as a result of not being used. When the engine does not achieve flight operating temperatures bona regular basis, the moisture and acids that form as a result of combustion and condensation are not vaporized and eliminated through the exhaust and crankcase breather. As moisture and acids collect in the engine, they contribute to the formation of rust on the cylinder walls, camshaft, and tappets.
As the engine is run after rust has formed, the rust becomes a very fine abrasive causing internal engine wear, particularly to the camshaft and tappets. As these components wear, they make more metal which attacks the softer metals in the engine. Piston pin plugs are examples of parts that may wear rapidly when rust becomes an abrasive inside the engine. This wear could eventually lead to failure.
The infrequently flown engine is just one example of a low-time engine not meeting the expectations of a buyer or new owner. The term zero SMOH is always enticing since it indicates the engine has been overhauled, has zero hours since overhaul, and now may be expected to fly happily on through a full manufacturer recommended TBO. This will happen in some cases, but in others, there will not be chance of this happening. It depends on the quality of the overhaul.
Textron Lycoming Service Bulletin No. 240 recommends parts to be replaced at overhaul regardless of the apparent condition of the old parts. The number of these new parts used in the engine at overhaul will probably determine the possibilities of achieving a full TBO. Consider that most overhauler install reconditioned cylinders on the engines they overhaul. These cylinders are not traceable. There is no requirement to maintain a record of their previous history. They may have only 2000 hours of operation, but they could just as easily have 5000, 7000, or more hours of operation. Those cylinders may have been cracked and repaired by welding - a procedure that Lycoming metallurgists do not recommend because the strength of a repaired cylinder head may be significantly less than that of a new head. There is no requirement to let a prospective engine buyer know if cylinders have been welded, and this cannot be determined even by close examination. The possibility of finding are conditioned cylinder with cracks after a few hundred hours of operation is very real. Should this happen, it will be costly experience.
The lesson to be learned here is a very old one - "Buyer Beware." Whether you are looking at those "Aircraft forsake" advertisements or looking for a replacement engine foray aircraft you already own, consider carefully what you area bout to buy. What do you really know about the engine other than the low-time number? How much validity does that number really have? What questions can you ask which may help you to insure that this engine will meet your expectations?
Perhaps simply rereading the paragraphs you have just read may help you to formulate questions you want answered before taking the plunge. In the case of a low-time engine with a history of infrequent flight, horoscope examination of the cylinders and an inspection of cam and tappet surfaces by a competent and knowledgeable A & Mechanic would be a very wise move. Always remember that low numbers in the hours of operation records do not guarantee reaching TBO with many long hours of trouble free operation. The buyer must investigate every detail of engine history as closely as possible, and be satisfied that the product does have the value which the low hours of operation number suggests.